
ການເຂົ້າໃຈເຕັກໂນໂລຊີຮີຊາຍຄືນໃໝ່ທີ່ທັນສະໄໝໃນການຈັດການຂີ້ເຫຍື້ອ
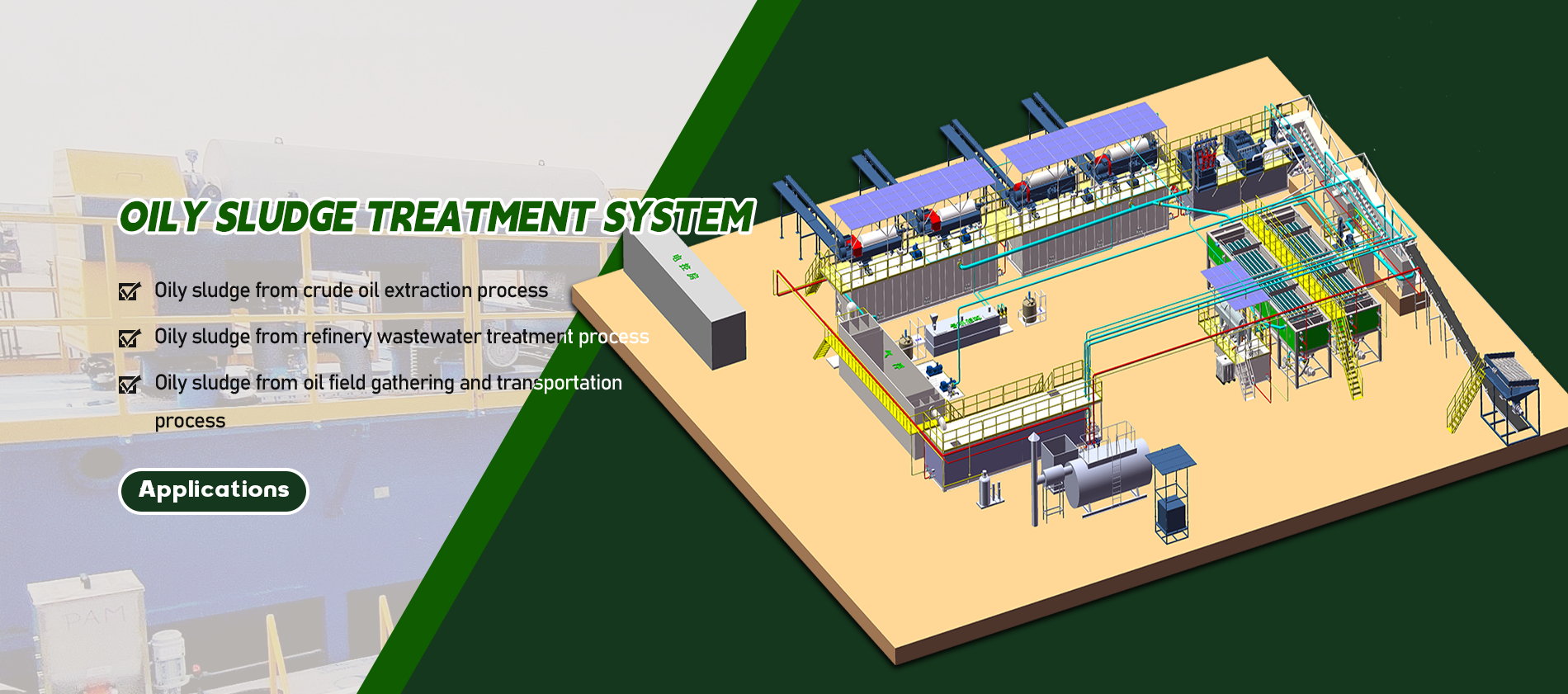
ລະບົບການຮີໄຊເຄື່ອງດິນຊາຍ ເປັນການພັດທະນາຢ່າງໃຫມ່ໃນການຂຸດເຈາະ ແລະ ການກໍ່ສ້າງ, ໂດຍສະເໜີວິທີການທີ່ຮັບຜິດຊອບຕໍ່ສິ່ງແວດລ້ອມໃນການຈັດການວັດຖຸຂີ້ເຫຍື້ອແບບແຂງ. ລະບົບທີ່ຊັບຊ້ອນນີ້ໄດ້ປ່ຽນແປງວິທີການທີ່ອຸດສາຫະກໍາຈັດການຂອງເຫຼວຂຸດເຈາະ ແລະ ຜະລິດຕະພັນຂີ້ເຫຍື້ອ, ໂດຍສະເໜີປະໂຫຍດທັງດ້ານເສດຖະກິດ ແລະ ສິ່ງແວດລ້ອມ. ໂດຍການນໍາໃຊ້ລະບົບຮີໄຊເຄື່ອງດິນຊາຍທີ່ມີປະສິດທິພາບ, ບໍລິສັດຕ່າງໆສາມາດຫຼຸດຜ່ອນຜົນກະທົບຕໍ່ສິ່ງແວດລ້ອມໄດ້ຢ່າງຫຼວງຫຼາຍ ໃນຂະນະທີ່ສາມາດນໍາໃຊ້ຊັບພະຍາກອນໃຫ້ມີປະສິດທິພາບສູງສຸດ.
ເທັກໂນໂລຢີທີ່ຢູ່ເບື້ອງຫຼັງລະບົບຮີໄຊເຄິ່ງດິນຊ້າງກໍ່ຍັງຄົງພັດທະນາຢ່າງຕໍ່ເນື່ອງ, ໂດຍການນຳເອົາວິທີການແຍກທີ່ທັນສະໄໝ ແລະ ລະບົບອັດຕະໂນມັດເຂົ້າມາໃຊ້ງານ ເພື່ອຮັບປະກັນປະສິດທິພາບໃນການຈັດການຂີ້ເຫຍື້ອໃຫ້ດີທີ່ສຸດ. ລະບົບເຫຼົ່ານີ້ຖືກອອກແບບມາເພື່ອດຳເນີນການປຸງແຕ່ງດິນຊ້າງຂຸດເຈາະຈຳນວນຫຼວງຫຼາຍ, ແຍກອົງປະກອບທີ່ມີຄຸນຄ່າອອກເພື່ອນຳກັບມາໃຊ້ໃໝ່ ໃນຂະນະທີ່ຈັດການຂີ້ເຫຍື້ອແບບແຂງຢ່າງເໝາະສົມ.
ອົງປະກອບຫຼັກຂອງລະບົບຮີໄຊເຄິ່ງດິນຊ້າງໃນອຸດສາຫະກຳ
ອຸປະກອນແຍກຂັ້ນຕົ້ນ
ຢູ່ໃຈກາງຂອງລະບົບການຮີໄຊເຄິລດິນນ້ຳແມ່ນອຸປະກອນແຍກທີ່ສຳຄັນ, ເ´ຊິ່ງເປັນຂັ້ນຕອນທຳອິດໃນການແຍກວັດຖຸແຂງອອກຈາກຂອງເຫຼວ. ຂັ້ນຕອນເບື້ອງຕົ້ນນີ້ມັກໃຊ້ເຄື່ອງກົງກົງຊີລ (shale shakers) ໂດຍໃຊ້ແຜ່ນກົງກົງເພື່ອກຳຈັດວັດຖຸແຂງຂະໜາດໃຫຍ່ອອກຈາກຂອງເຫຼວທີ່ໃຊ້ໃນການຂຸດ. ປະສິດທິພາບຂອງອົງປະກອບເຫຼົ່ານີ້ມີຜົນກະທົບໂດຍตรงຕໍ່ປະສິດທິພາບຂອງລະບົບຮີໄຊເຄິລໂດຍລວມ.
ເຄື່ອງກົງກົງຊີລທີ່ທັນສະໄໝມີການອອກແບບຫຼາຍຊັ້ນ ແລະ ເຕັກໂນໂລຊີແຜ່ນກົງກົງຂັ້ນສູງ, ເຊິ່ງອະນຸຍາດໃຫ້ແຍກຂະໜາດອະນຸພາກຢ່າງແນ່ນອນ. ການພັດທະນາດ້ານເຕັກໂນໂລຊີນີ້ຮັບປະກັນວ່າສ່ວນປະກອບຂອງຂອງເຫຼວທີ່ໃຊ້ໃນການຂຸດທີ່ມີຄຸນຄ່າຈະຖືກຮັກສາໄວ້ ໃນຂະນະທີ່ກຳຈັດວັດຖຸແຂງທີ່ບໍ່ຕ້ອງການອອກໄດ້ຢ່າງມີປະສິດທິຜົນ.
ຂະບວນການປຸງແຕ່ງຂັ້ນທີສອງ
ຫຼັງຈາກຂັ້ນຕອນການແຍກຕົວເບື້ອງຕົ້ນ, ລະບົບການຮີໄຊເຄິລ່ຽງດິນຊາຍໃຊ້ຂະບວນການປຸງແຕ່ງຂັ້ນທີສອງເພື່ອຈັດການກັບອົງປະກອບຂອງແຂງທີ່ມີຂະໜາດນ້ອຍກວ່າ. ຂັ້ນຕອນນີ້ມັກຈະລວມເຖິງ hydrocyclones ແລະ mud cleaners ທີ່ເຮັດວຽກຮ່ວມກັນເພື່ອກຳຈັດອົງປະກອບທີ່ມີຂະໜາດນ້ອຍກວ່າທີ່ຜ່ານຂະບວນການກອງເບື້ອງຕົ້ນ. ສ່ວນປະກອບເຫຼົ່ານີ້ເຮັດວຽກໂດຍໃຊ້ແຮງເຫຼື້ອມກາງກາງເພື່ອແຍກວັດສະດຸອອກຕາມຄວາມໜາແໜ້ນຂອງມັນ.
ການບູລະລຳການຂອງ hydrocyclones ຫຼາຍຕົວໃນຮູບແບບຄູ່ຂະນານຈະຊ່ວຍເພີ່ມຂະໜາດການປຸງແຕ່ງໃຫ້ສູງສຸດ ໃນຂະນະທີ່ຮັກສາປະສິດທິພາບການແຍກຕົວໃຫ້ດີທີ່ສຸດ. ຮູບແບບນີ້ຮັບປະກັນການດຳເນີນງານຢ່າງຕໍ່ເນື່ອງ ເຖິງແມ້ໃນຂະນະທີ່ດຳເນີນການຂຸດເຈາະທີ່ມີປະລິມານສູງ.
ວິທີການຄວບຄຸມຂອງແຂງຂັ້ນສູງ
ການດຳເນີນງານຂອງ centrifuge
ລະບົບການຮີໄຊເຄິລດິນສີຂອງທັນສະໄໝມີການນຳໃຊ້ເຄື່ອງແຍກສານດ້ວຍກຳລັງຫລິ້ນທີ່ມີຄວາມໄວສູງເປັນສ່ວນໜຶ່ງທີ່ສຳຄັນໃນການຈັດການຂີ້ເຫຍື້ອແບບແຂງ. ເຄື່ອງຈັກທີ່ສັບຊ້ອນເຫຼົ່ານີ້ນຳໃຊ້ກຳລັງຫລິ້ນເພື່ອແຍກອະນຸພາກນ້ອຍໆອອກຈາກຂະຕິລະລາຍ, ໂດຍສາມາດແຍກສານໄດ້ໃນລະດັບທີ່ບໍ່ສາມາດບັນລຸໄດ້ໂດຍວິທີການແບບດັ້ງເດີມ. ຄວາມແນ່ນອນຂອງການດຳເນີນງານເຄື່ອງແຍກສານດ້ວຍກຳລັງຫລິ້ນຊ່ວຍໃຫ້ສາມາດກູ້ຄືນສ່ວນປະກອບຂອງຂະຕິລະລາຍທີ່ມີຄຸນຄ່າ ໃນຂະນະດຽວກັນກໍຈັດການຂີ້ເຫຍື້ອແບບແຂງຢ່າງມີປະສິດທິຜົນ.
ລະບົບເຄື່ອງແຍກສານດ້ວຍກຳລັງຫລິ້ນຂັ້ນສູງມີການຄວບຄຸມຄວາມໄວທີ່ປ່ຽນແປງໄດ້ ແລະ ລະບົບການສະຫຼາຍອັດຕະໂນມັດ, ເຊິ່ງຊ່ວຍເພີ່ມປະສິດທິພາບໃນການແຍກສານຕາມເງື່ອນໄຂການປຸງແຕ່ງແບບຄົງທີ່. ຄວາມຍືດຫຍຸ່ນນີ້ຮັບປະກັນປະສິດທິພາບທີ່ສອດຄ່ອງກັນໃນທຸກໆປະເພດຂອງປະສົມຂີ້ເຫຍື້ອ.
ໜ່ວຍຖອດນ້ຳ
ການຂັດນ້ຳເປັນຂັ້ນຕອນສຸດທ້າຍທີ່ສຳຄັນໃນການຈັດການຂີ້ເຫຍື້ອແບບແຂງພາຍໃນລະບົບຮີໄຊເຄິ່ງຂອງແມ່ນ້ຳ. ເຄື່ອງຈັກເຫຼົ່ານີ້ຊ່ວຍຫຼຸດຜ່ອນປະລິມານຄວາມຊື່ນຂອງຂີ້ເຫຍື້ອທີ່ຖືກແຍກອອກ, ເຮັດໃຫ້ງ່າຍຕໍ່ການຂົນສົ່ງ ແລະ ການຈັດການຢ່າງເໝາະສົມ. ເຕັກໂນໂລຊີການຂັດນ້ຳທີ່ທັນສະໄໝນຳໃຊ້ເຄື່ອງກົດຕົວກອງ ແລະ ຕົວສົ່ງແບບກົງທີ່ສາມາດດຶງເອົາຂອງເຫຼວທີ່ຍັງເຫຼືອອອກໄດ້ຢ່າງມີປະສິດທິພາບ.
ການນຳໃຊ້ລະບົບການຂັດນ້ຳອັດຕະໂນມັດໄດ້ປັບປຸງປະສິດທິພາບໃນການຈັດການຂີ້ເຫຍື້ອແບບແຂງຢ່າງຫຼວງຫຼາຍ, ຫຼຸດຜ່ອນຄວາມຕ້ອງການໃນການເຂົ້າໄປຂອງຄົນງານ ໃນຂະນະທີ່ຮັບປະກັນການຫຼຸດຜ່ອນຄວາມຊື່ນໃນວັດສະດຸທີ່ຜ່ານການປຸງແຕ່ງໃຫ້ດີທີ່ສຸດ.
ຜົນກະທົບຕໍ່ສິ່ງແວດລ້ອມ ແລະ ມາດຕະການຄວາມຍືນຍົງ
ການຫຼຸດຜ່ອນປະລິມານຂີ້ເຫຍື້ອ
ໜຶ່ງໃນປະໂຫຍດຫຼັກໆຂອງລະບົບຮີໄຊເຄິ່ງຂອງແມ່ນ້ຳກໍຄືຄວາມສາມາດໃນການຫຼຸດຜ່ອນປະລິມານຂີ້ເຫຍື້ອຢ່າງຫຼວງຫຼາຍຜ່ານການແຍກ ແລະ ປຸງແຕ່ງຢ່າງມີປະສິດທິພາບ. ໂດຍການກູ້ຄືນ ແລະ ຮີໄຊເຄິ່ງຂອງແມ່ນ້ຳ, ລະບົບເຫຼົ່ານີ້ຊ່ວຍຫຼຸດຜ່ອນປະລິມານວັດສະດຸທີ່ຕ້ອງການກຳຈັດ, ເຮັດໃຫ້ຜົນກະທົບຕໍ່ສິ່ງແວດລ້ອມຫຼຸດລົງ ແລະ ຄ່າໃຊ້ຈ່າຍໃນການກຳຈັດກໍ່ຫຼຸດລົງຕາມໄປດ້ວຍ.
ເทັກໂນໂລຊີການຮີໄຊເຄິ່ງຂັ້ນສູງສາມາດບັນລຸການຫຼຸດຜ່ອນປະລິມານຂີ້ເຫຍື້ອໄດ້ເຖິງ 90% ເມື່ອທຽບກັບວິທີການຈັດການແບບດັ້ງເດີມ. ການຫຼຸດຜ່ອນຢ່າງຫຼວງຫຼາຍນີ້ເຮັດໃຫ້ຕ້ອງການການຂົນສົ່ງໜ້ອຍລົງ ແລະ ການນຳໃຊ້ບ່ອນຝັງກົງໜ້ອຍລົງ.
ຍຸດທະສາດການອະນຸລັກຊັບພະຍາກອນ
ລະບົບການຮີໄຊເຄິ່ງດິນຊາຍທີ່ທັນສະໄໝມີການນຳໃຊ້ຍຸດທະສາດການອະນຸລັກຊັບພະຍາກອນທີ່ຊັບຊ້ອນ ເຊິ່ງຊ່ວຍໃຫ້ສາມາດນຳໃຊ້ວັດສະດຸທີ່ມີຄຸນຄ່າກັບມາໃຊ້ໃໝ່ໄດ້ສູງສຸດ. ຜ່ານການຕິດຕາມຢ່າງລະມັດລະວັງ ແລະ ການດຳເນີນການທີ່ຄວບຄຸມໄດ້, ລະບົບເຫຼົ່ານີ້ຮັບປະກັນການກູ້ຄືນຂອງຂອງເຫຼວທີ່ໃຊ້ໃນການຂຸດເຈາະຢ່າງມີປະສິດທິພາບ ໃນຂະນະທີ່ຮັກສາຄຸນສົມບັດທີ່ຈຳເປັນຂອງມັນໄວ້.
ການນຳໃຊ້ລະບົບວົງຈອນປິດ (closed-loop) ຍັງເຮັດໃຫ້ຄວາມພະຍາຍາມດ້ານການອະນຸລັກຊັບພະຍາກອນດີຂຶ້ນອີກ ໂດຍການຫຼຸດຜ່ອນການສູນເສຍຂອງເຫຼວ ແລະ ຫຼຸດການໃຊ້ນ້ຳດິບ. ວິທີການນີ້ເຂົ້າກັນໄດ້ກັບເປົ້າໝາຍການພັດທະນາຢ່າງຍືນຍົງ ໃນຂະນະທີ່ຍັງສາມາດປະຢັດຄ່າໃຊ້ຈ່າຍໄດ້ຢ່າງຫຼວງຫຼາຍ.
ຄວາມມີຄວາມສຳເລັດໃນການເຄື່ອນໄຫວແລະການປ້ອງກັນ
ການຕິດຕາມ ແລະ ຄວບຄຸມລະບົບ
ການດຳເນີນງານຂອງລະບົບຮີຊັກເຄື່ອງທີ່ມີປະສິດທິພາບຕ້ອງການລະບົບການຕິດຕາມແລະຄວບຄຸມຢ່າງຄົບຖ້ວນ. ເຊັນເຊີຂັ້ນສູງ ແລະ ເຕັກໂນໂລຊີອັດຕະໂນມັດຊ່ວຍໃຫ້ຕິດຕາມຂໍ້ມູນທີ່ສຳຄັນໄດ້ແບບເວລາຈິງ, ຮັບປະກັນປະສິດທິພາບສູງສຸດ ແລະ ການກວດຈັບບັນຫາທີ່ອາດເກີດຂຶ້ນໄດ້ຢ່າງທັນເວລາ. ລະບົບຕິດຕາມເຫຼົ່ານີ້ໃຫ້ຂໍ້ມູນລະອຽດແກ່ຜູ້ດຳເນີນງານກ່ຽວກັບປະສິດທິພາບຂອງການແຍກ, ຄຸນລັກສະນະຂອງຂອງເຫຼວ, ແລະ ຄຸນລັກສະນະຂອງຂີ້ເຫຍື້ອແບບແຂງ.
ລະບົບຄວບຄຸມທີ່ທັນສະໄໝປະກອບມີຄວາມສາມາດໃນການບຳລຸງຮັກສາແບບຄາດຄະເນໄດ້, ໂດຍໃຊ້ການວິເຄາະຂໍ້ມູນເພື່ອຄາດຄະເນຄວາມຕ້ອງການຂອງອຸປະກອນ ແລະ ປ້ອງກັນການລົ້ມເຫຼວທີ່ບໍ່ຄາດຄິດ. ວິທີການແບບເຮັດວຽກລ່ວງໜ້ານີ້ຊ່ວຍເພີ່ມເວລາໃຊ້ງານລະບົບໃຫ້ຫຼາຍທີ່ສຸດ ໃນຂະນະທີ່ຫຼຸດຜ່ອນການລົ້ມເຫຼວໃນການດຳເນີນງານ.
ພື້ນຖານການຮັກษาກ່ອນເກີດ
ການບຳລຸງຮັກສາຢ່າງປົກກະຕິເປັນສິ່ງຈຳເປັນເພື່ອຮັບປະກັນປະສິດທິພາບຂອງລະບົບຮີຊັກເຄື່ອງຢ່າງຕໍ່ເນື່ອງ. ລະບຽບການບຳລຸງຮັກສາທີ່ມີໂຄງສ້າງປະກອບມີການກວດກາປົກກະຕິ, ການສະອາດອົງປະກອບ, ແລະ ການປ່ຽນຊິ້ນສ່ວນຕາມກຳນົດ. ກິດຈະກຳເຫຼົ່ານີ້ຊ່ວຍປ້ອງກັນການລົ້ມເຫຼວຂອງລະບົບ ແລະ ຮັກສາປະສິດທິພາບໃນການຈັດການຂີ້ເຫຍື້ອແບບແຂງໃຫ້ຢູ່ໃນລະດັບທີ່ດີທີ່ສຸດ.
ການຈັດຕັ້ງປະຕິບັດລະບົບການບໍລິຫານການຮັກສາທີ່ມີຄອມພິວເຕີຊ່ວຍຕິດຕາມປະຫວັດຂອງອຸປະກອນ, ສະແດງການດໍາເນີນງານການບໍລິການ, ແລະ ຈັດການສິນຄ້າອຸປະກອນແທນໄດ້ຢ່າງມີປະສິດທິຜົນ. ວິທີການລະບົບນີ້ຮັບປະກັນການດໍາເນີນງານຂອງລະບົບທີ່ເຊື່ອຖືໄດ້ໃນຂະນະທີ່ຍືດອາຍຸການໃຊ້ງານຂອງອຸປະກອນ.
ຄໍາ ຖາມ ທີ່ ມັກ ຖາມ
ລະບົບການຮີໄຊເຄິ່ງດິນຊ້າງສາມາດດໍາເນີນການປຸງແຕ່ງວັດສະດຸແຂງປະເພດໃດໄດ້ຢ່າງມີປະສິດທິຜົນ?
ລະບົບການຮີໄຊເຄິ່ງດິນຊ້າງຖືກອອກແບບມາເພື່ອຈັດການວັດສະດຸແຂງຕ່າງໆ, ລວມທັງການຕັດຂຸດ, ທราย, ດິນຊີ, ແລະ ພາກສ່ວນຂອງເມັດຊີວະພັນຕ່າງໆ. ຂະບວນການແຍກຂັ້ນຕອນຫຼາຍຂັ້ນຕອນອະນຸຍາດໃຫ້ການປິ່ນປົວຢ່າງມີປະສິດທິຜົນຂອງເມັດທີ່ມີຂະໜາດຕັ້ງແຕ່ກ້ອນໃຫຍ່ຈົນເຖິງວັດສະດຸທີ່ແອ່ນຫຼາຍ, ໂດຍມີສ່ວນປະກອບຕ່າງໆທີ່ຖືກປັບໃຫ້ເໝາະສຳລັບຂະໜາດເມັດທີ່ແຕກຕ່າງກັນ.
ສະພາບອາກາດມີຜົນກະທົບຕໍ່ການປະຕິບັດງານຂອງລະບົບການຮີໄຊເຄິ່ງດິນຊ້າງແນວໃດ?
ສະພາບອາກາດສາມາດມີຜົນກະທົບຕໍ່ປະສິດທິພາບຂອງລະບົບ, ໂດຍສະເພາະໃນອຸນຫະພູມທີ່ຮ້ອນຈັດ ຫຼື ຝົນຕົກໜັກ. ລະບົບທີ່ທັນສະໄໝຖືກອອກແບບມາພ້ອມດ້ວຍຄຸນສົມບັດປ້ອງກັນອາກາດ ແລະ ລະບົບຄວບຄຸມອຸນຫະພູມເພື່ອຮັກສາການດຳເນີນງານໃຫ້ຢູ່ໃນລະດັບທີ່ດີທີ່ສຸດໃນທຸກສະພາບແວດລ້ອມຕ່າງໆ. ການຕິດຕາມ ແລະ ການປັບຕົວເປັນປົກກະຕິຊ່ວຍຮັກສາປະສິດທິພາບໄວ້ໄດ້ໂດຍບໍ່ຂຶ້ນກັບສະພາບອາກາດ.
ອັນໃດທີ່ກຳນົດຄວາມສາມາດໃນການດຳເນີນງານຂອງລະບົບການຮີໄຊເຄື່ອງດິນ?
ຄວາມສາມາດໃນການດຳເນີນງານຂອງລະບົບການຮີໄຊເຄື່ອງດິນຖືກກຳນົດໂດຍປັດໄຈຫຼາຍຢ່າງ, ລວມທັງຂະໜາດ ແລະ ຈຳນວນຂອງອຸປະກອນແຍກ, ຄວາມສາມາດຂອງພະລັງງານ, ແລະ ລັກສະນະສະເພາະຂອງວັດສະດຸເສຍທີ່ກຳລັງຖືກດຳເນີນການ. ການອອກແບບລະບົບໂດຍທົ່ວໄປຈະມີຂອບເຂດຄວາມປອດໄພເພື່ອຈັດການກັບພິກັດສູງສຸດ ໃນຂະນະທີ່ຮັກສາປະສິດທິພາບໃນການແຍກໄວ້.