centrífuga tricantera para deshidratación de colas
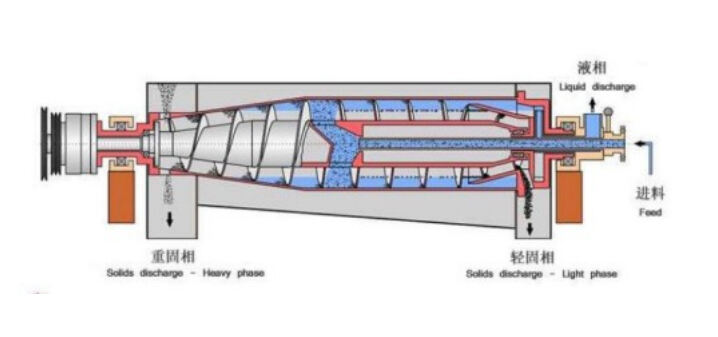
El centrífugo tricanter de desagüe de relaves representa una solución de vanguardia en la tecnología de separación sólido-líquido, específicamente diseñada para manejar relaves mineros y corrientes de residuos industriales. Este avanzado sistema utiliza la fuerza centrífuga para separar simultáneamente tres fases: sólidos, líquido pesado y líquido ligero. Operando con un diseño horizontal, el tricanter cuenta con un tazón cilíndrico-conico que gira a altas velocidades, generando poderosas fuerzas centrífugas que pueden superar los 3000 G. El dispositivo procesa la mezcla entrante a través de su innovador mecanismo de separación en tres fases, donde las partículas más pesadas se ven forzadas hacia la pared del tazón, mientras que los líquidos más ligeros forman capas distintas según su gravedad específica. Los sólidos separados se descargan continuamente mediante un transportador espiral, mientras que las dos fases líquidas salen por puertos de descarga separados. Esta tecnología logra una eficiencia de separación excepcional, con la capacidad de manejar concentraciones de alimentación que van del 5% al 45% de sólidos por peso. Los mecanismos de control automatizados del sistema aseguran un rendimiento óptimo ajustando parámetros clave como la velocidad del tazón, la velocidad diferencial y la profundidad del pozo en tiempo real, lo que lo hace particularmente valioso para operaciones mineras que buscan maximizar la recuperación de agua y minimizar el impacto ambiental.