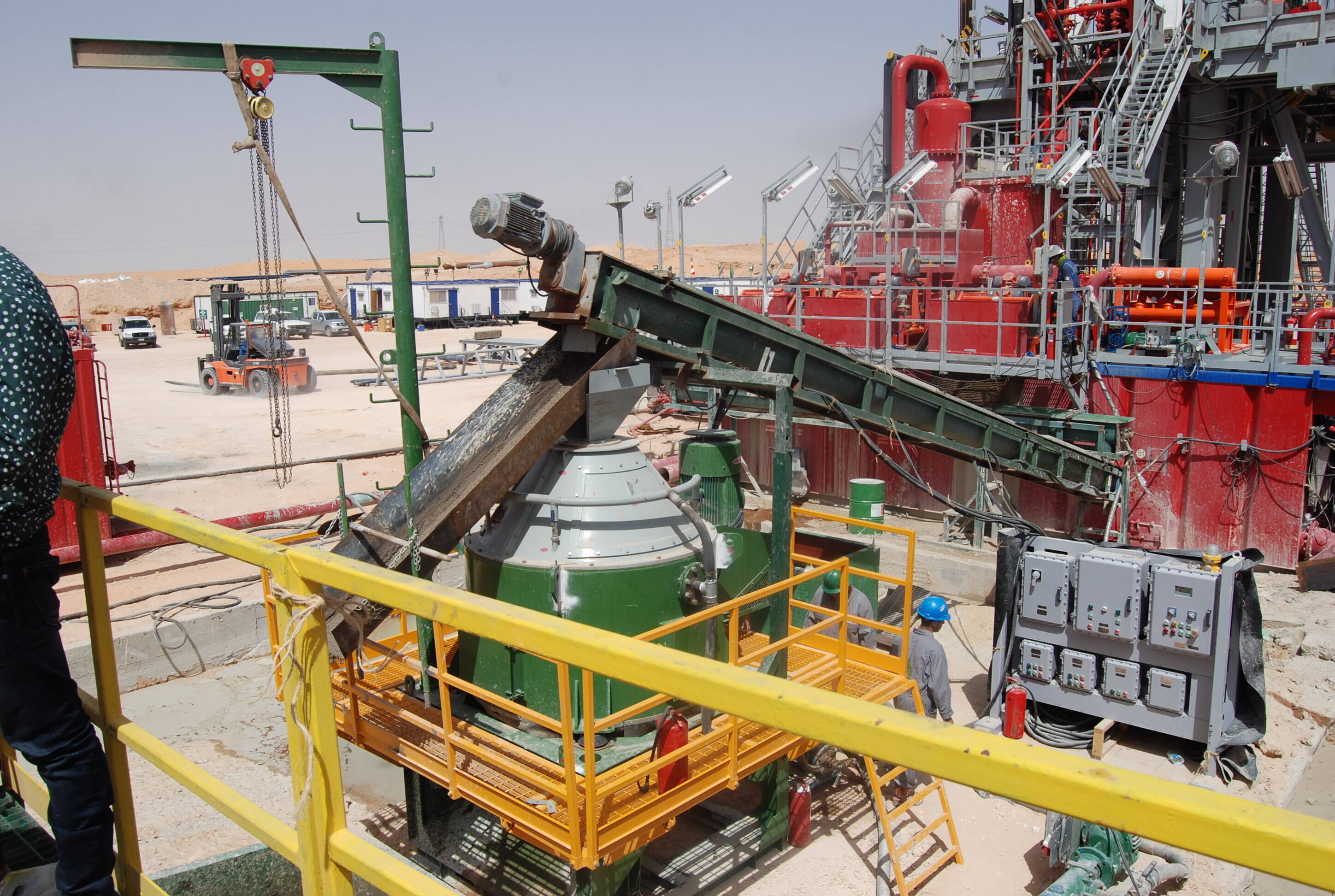
temblor de esquisto de separación de lodo
Un separador de lodo de barro es una pieza crítica de equipo de control de sólidos utilizada en operaciones de perforación para separar los recortes de perforación del fluido de perforación. Este avanzado sistema de filtración consta de pantallas vibratorias que separan eficazmente partículas sólidas del lodo de perforación líquido. El separador funciona recibiendo el fluido de retorno de la perforación desde el pozo y pasándolo sobre una serie de pantallas vibratorias con tamaños de malla específicos. El movimiento vibratorio ayuda a transportar los sólidos a través de la superficie de la pantalla mientras permite que el fluido de perforación limpio pase para su recirculación. Los modernos separadores de barro incorporan sofisticados mecanismos de vibración, incluidos patrones de movimiento lineal, circular u ovalado, para optimizar la eficiencia de separación. El equipo generalmente presenta múltiples paneles de pantalla que se pueden reemplazar y ajustar fácilmente para acomodar diferentes tamaños de partículas y condiciones de perforación. Los modelos avanzados incluyen sistemas automáticos de tensado de pantallas, mayor capacidad de manejo de fluidos y características mejoradas de reducción de ruido. Estas unidades están diseñadas para manejar altas tasas de flujo mientras mantienen una eficiencia óptima de separación, lo que las hace indispensables tanto en operaciones de perforación terrestres como marítimas. La tecnología ha evolucionado para incluir sofisticados sistemas de monitoreo que ayudan a los operadores a mantener un rendimiento óptimo y prevenir daños en las pantallas o pérdidas de fluido.