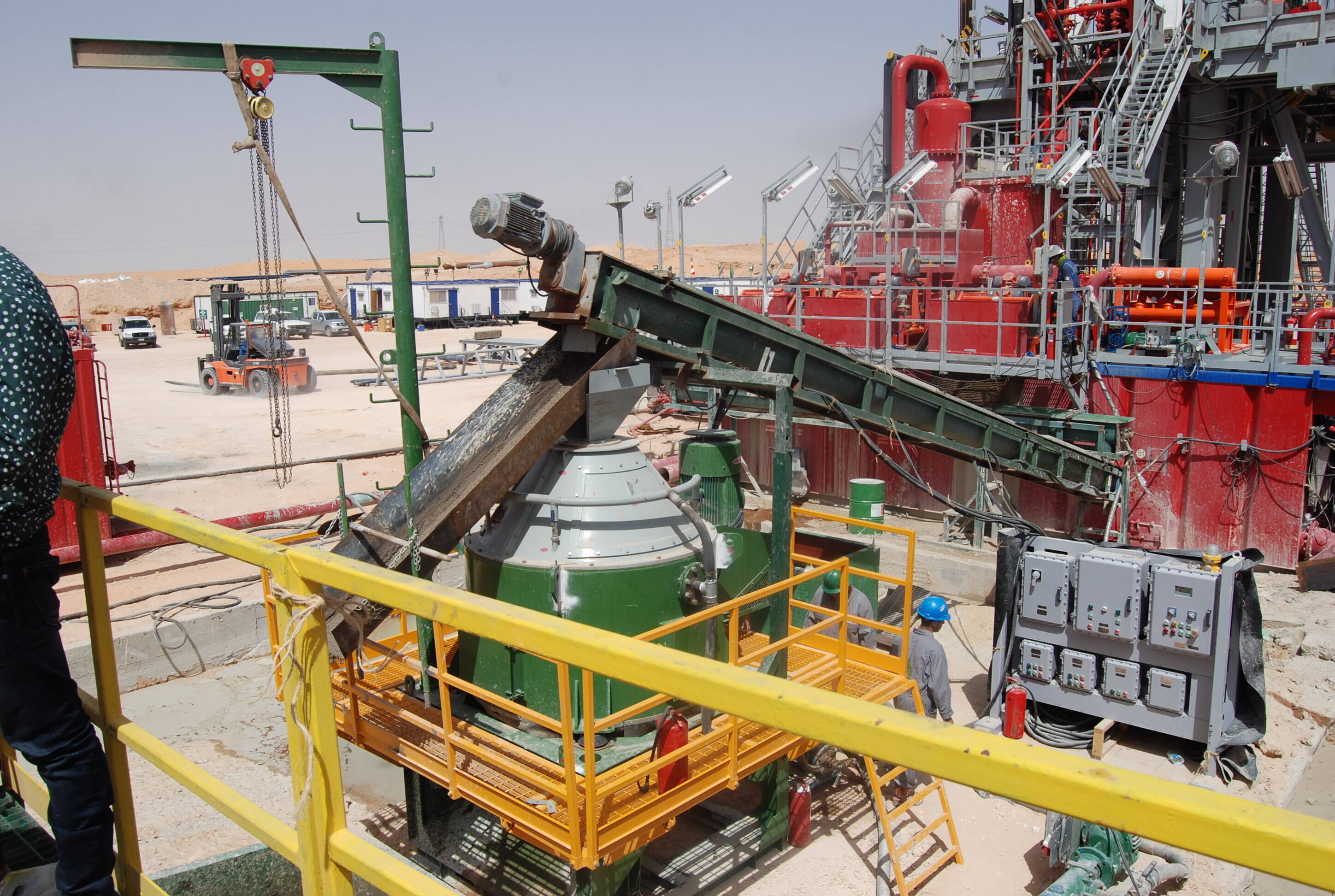
mud separation shale shaker
A mud separation shale shaker is a critical piece of solids control equipment used in drilling operations to separate drill cuttings from drilling fluid. This advanced filtration system consists of vibrating screens that effectively separate solid particles from the liquid drilling mud. The shaker operates by receiving drilling fluid returns from the wellbore and passing them over a series of vibrating screens with specific mesh sizes. The vibration motion helps transport solids across the screen surface while allowing the cleaned drilling fluid to pass through for recirculation. Modern shale shakers incorporate sophisticated vibration mechanisms, including linear, circular, or elliptical motion patterns, to optimize separation efficiency. The equipment typically features multiple screen panels that can be easily replaced and adjusted to accommodate different particle sizes and drilling conditions. Advanced models include automated screen tensioning systems, improved fluid handling capacity, and enhanced noise reduction features. These units are designed to handle high flow rates while maintaining optimal separation efficiency, making them indispensable in both onshore and offshore drilling operations. The technology has evolved to include sophisticated monitoring systems that help operators maintain peak performance and prevent screen damage or fluid loss.