


Product Description
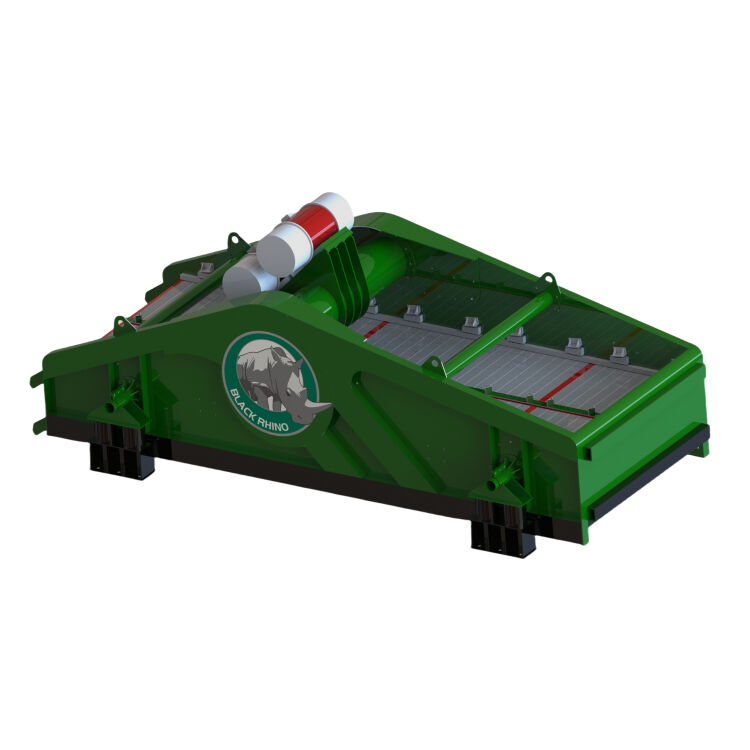
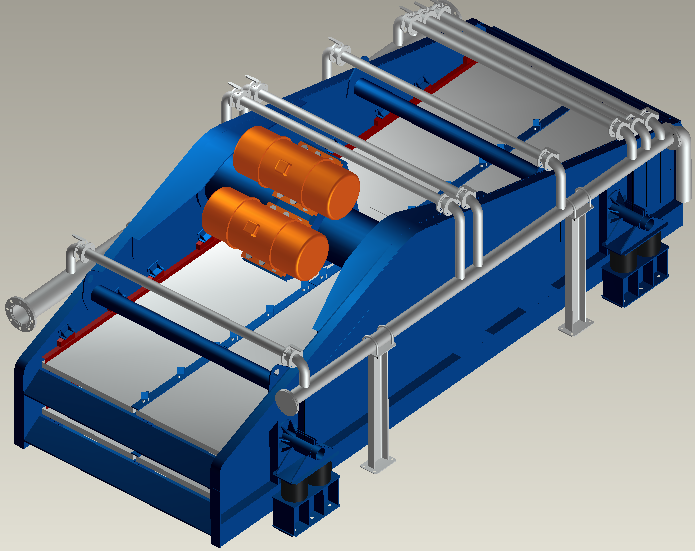
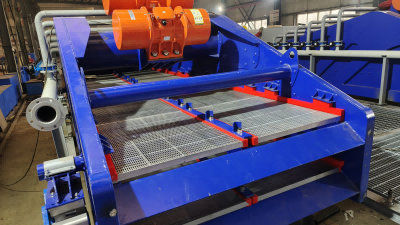
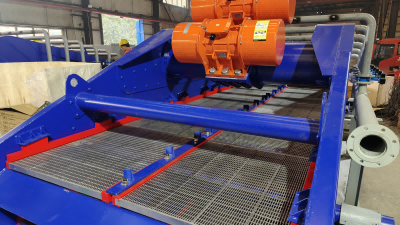
The LS1850 large Shale Shaker utilizes a three-phase asynchronous vibration motor as the vibration source. It is driven by two externally mounted motors that rotate in opposite directions to achieve self-synchronization, causing the screen body to move in a linear, periodic reciprocating motion. This mechanism is designed for the purpose of solid-liquid separation. Primarily used in mining screening, tunnel boring, and large-capacity solid-liquid separation in environmental treatment processes, the LS1850 vibrating screen can also be equipped with a double-layer slotted screen design, which effectively classifies materials. With a total screen area of 18 square meters, it ensures that materials have sufficient residence time on the screen, thereby achieving efficient screening results.
 |
 |
Model Parameters
Model NO. |
LS1850 |
Line of mode |
Linear |
Motor type |
Long motor/ Martin motor |
Power(kW)/(hp) |
7.0 kW×2 |
Vibration strength(G-Force) |
6.5~7.4G adjustable |
Screen total area(㎡)/(ft2) |
18㎡ |
Screen Angle adjustment( °) |
—— |
Processing capacity(m3/h)/(GPM) |
120T~150T/h |
Screen Type |
Plate Screen |
Screen size (mm)/(in) |
1000×880 |
Number of screens |
10 Above/10 Below |
Noise (dB) |
<85 |
Dimensions L*W*H (mm) /(in) |
5480×2530×2100 |
Weight (kg) /(lbs) |
5650kg |
CompetitiveAdvantage
● The processing capacity can meet the needs of large-scale drilling operations or industrial production.
● It features high screening capacity and efficiency.
● It can be equipped with multi-layer slotted screens, enabling multi-stage screening to separate solid particles of different sizes, thereby improving screening accuracy.
● The structure is rational, robust, and durable, with lightweight design and easy assembly and disassembly.
● It operates with low noise and is easy to maintain.
Applications
The LS1850 shale shaker is primarily used as solid-liquid separation equipment in mining screening, tunnel boring, and environmental treatment processes.
● Mining Screening
● Slurry Treatment for Shield Tunneling
● Muck Treatment for Shield Tunneling
● Environmental Sludge Treatment
● River Dredging
Application Scenarios of Black Rhino Products
Drilling fluid purification systems
Cutting treatment and recovery
Waste mud and sludge dewatering
Drilling waste minimization and recycling
Mining and mineral processing tailings treatment
Sand and aggregate washing wastewater recycling
Chemical and pharmaceutical slurry dewatering
Oil-water separation in refinery and petrochemical plants
Coolant and machining fluid recycling
Emulsion breaking and hydrocarbon removal
Solids control in CBM exploration and production
Drilling waste management and fluid recycling
Closed-loop drilling cleaning systems
Mud recycling systems for pipeline installation
Slurry separation and bentonite recovery
Urban crossing and river crossing drilling support
Soil conditioning and slurry treatment in TBM shields
Separation and recycling of muck and additives
Tunnel spoil management and water reuse
FAQ
Q: What types of equipment do you mainly produce?
A:Black Rhino focuses on the manufacturing of high-end equipment in the oil and gas and trenchless drilling fields. Its main products include solid control systems, slurry mixing devices, drilling waste treatment equipment, centrifuges, etc., which are widely used in engineering scenarios such as oil drilling, directional crossing, and environmental protection.
Q: Does your equipment support customized requirements?
A: Yes, we can provide flexible customization of equipment size, functions and configurations based on the on-site conditions and specific technical requirements of customers, ensuring a perfect match with existing equipment or vehicles and meeting the diverse needs of different regions and projects.
Q: Does your products comply with international standards and certifications?
A: We has passed the ISO 9001 quality management system certification. Some of its products have international certifications such as CE and API. It strictly follows industry standards to ensure that the equipment meets international market demands in terms of performance, safety and environmental protection.
Q: Can you provide global after-sales service and technical support?
A: Yes, we have service outlets in many regions around the world, offering a 24-month product quality guarantee as well as lifetime technical support and after-sales consultation services to ensure the stable operation of customers' equipment and respond promptly to all kinds of technical demands.
Q: Do you have any experience in overseas project cooperation?
A:Our products have been exported to over 70 countries and regions in Europe, America, the Middle East, Southeast Asia, Oceania and so on. It has established long-term cooperative relationships with many international energy and engineering enterprises and has rich experience in overseas project delivery and service.

DC355 Decanter Centrifuge

LW 450×1670 Decanter Centrifuge
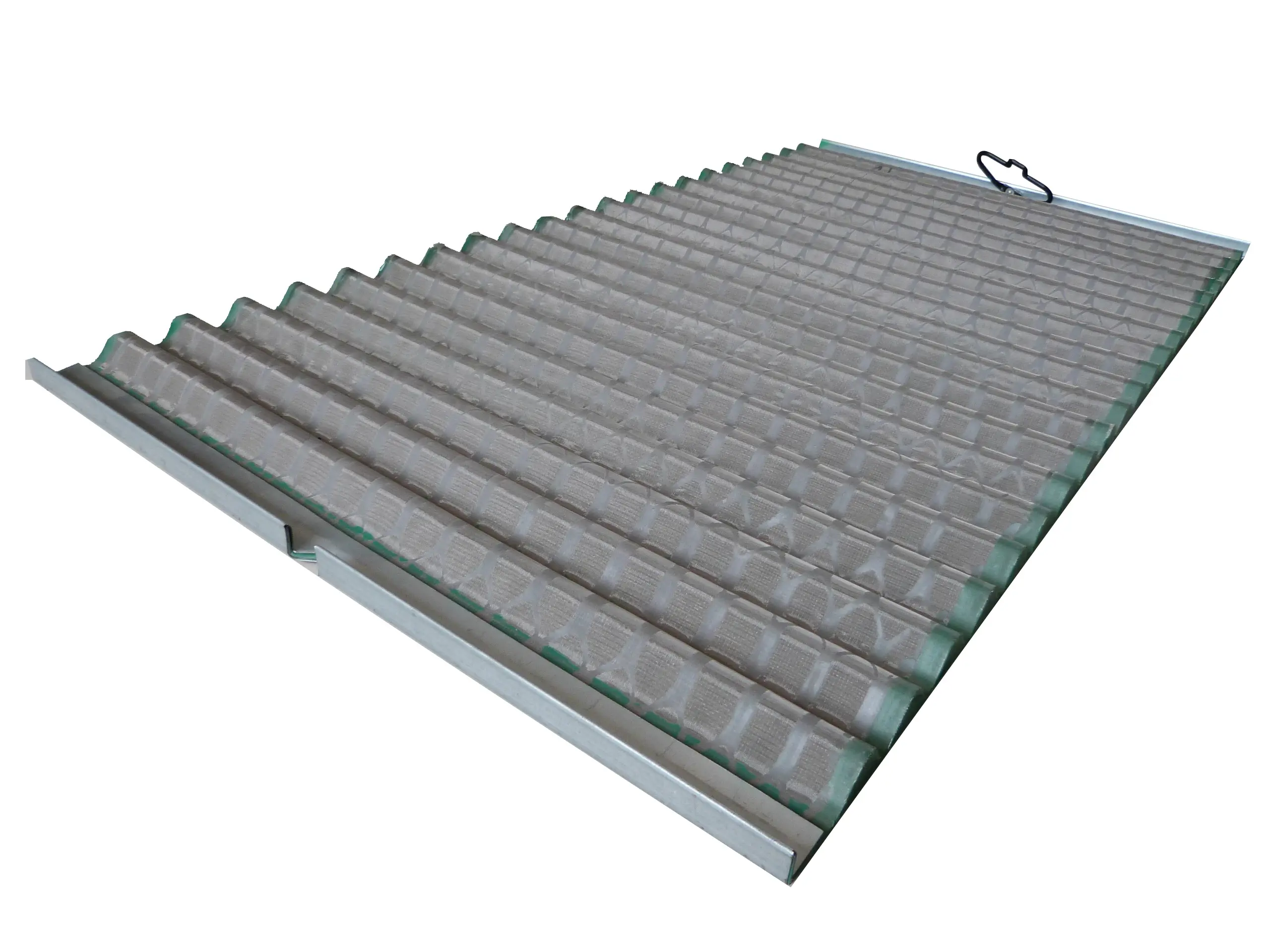
Flat Shaker Screen
Composite Shaker Screens

