rare earth mining centrifuge solutions
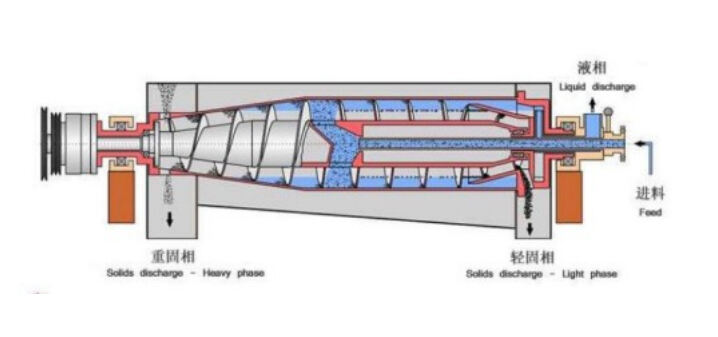
Rare earth mining centrifuge solutions represent cutting-edge technology in the mineral processing industry, designed to efficiently separate and recover valuable rare earth elements from ore materials. These advanced systems utilize high-speed rotational force to achieve precise separation based on density differences, enabling the recovery of rare earth minerals with exceptional accuracy. The centrifuge systems incorporate sophisticated control mechanisms that allow for real-time adjustments of operational parameters, including rotation speed, feed rate, and separation angles. These solutions feature advanced wear-resistant materials in critical components, ensuring longevity and consistent performance in demanding mining environments. The technology employs a multi-stage separation process, where each stage is optimized for specific rare earth elements, maximizing recovery rates while minimizing waste. Modern rare earth mining centrifuges are equipped with automated monitoring systems that provide continuous feedback on separation efficiency and equipment performance. These solutions are applicable across various rare earth mining operations, from small-scale processing to large industrial applications, offering scalability and adaptability to different ore compositions.