coal washing wastewater treatment centrifuge
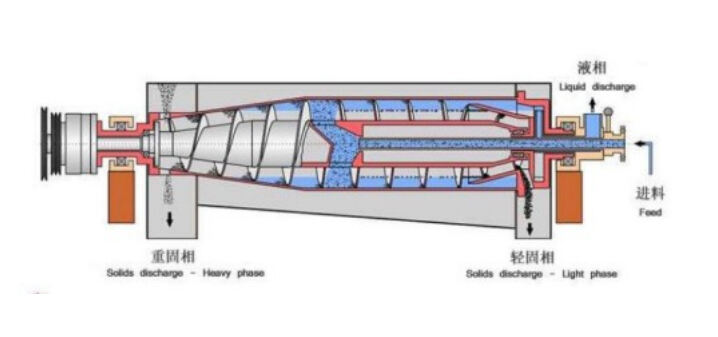
The coal washing wastewater treatment centrifuge represents a cutting-edge solution for processing and purifying wastewater generated during coal washing operations. This advanced equipment utilizes centrifugal force to effectively separate solid particles from liquid waste, enabling efficient recovery of valuable coal fines while producing cleaner water for recycling or safe disposal. The system operates through a high-speed rotating bowl that creates powerful centrifugal forces, causing heavier particles to settle against the bowl wall while cleaner water moves toward the center. The machine features automatic controls for speed adjustment and differential speeds between the bowl and scroll, allowing for optimal separation efficiency. Its robust construction includes wear-resistant materials and specialized coating technologies that ensure longevity in handling abrasive coal slurry. The centrifuge incorporates innovative features such as variable frequency drives for energy efficiency, automated sludge discharge systems, and advanced monitoring capabilities for consistent performance. This technology finds widespread application in coal preparation plants, mining operations, and industrial facilities where coal washing is a crucial process, helping them meet environmental regulations while maximizing resource recovery.