2phase decanter centrifuge
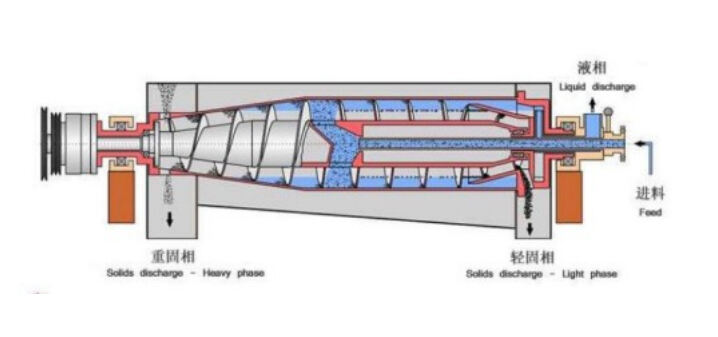
A 2phase decanter centrifuge is an advanced separation technology that efficiently divides mixtures into solid and liquid phases through continuous centrifugal force. This sophisticated equipment operates by utilizing the difference in specific gravity between components, with the solid phase collecting at the bowl wall while the liquid phase forms an inner concentric layer. The system features a horizontal bowl rotating at high speeds, typically between 3,000 and 4,000 RPM, creating forces up to 3,500 times greater than gravity. Inside, a scroll conveyor rotates at a slightly different speed to continuously transport separated solids toward the discharge end. The machine's design incorporates precision-engineered feed zones, acceleration chambers, and separate discharge ports for solids and liquids. Its versatility makes it ideal for numerous industries, including wastewater treatment, food processing, chemical manufacturing, and mineral processing. The centrifuge can handle varying feed concentrations and automatically adjusts to maintain optimal separation efficiency. Modern 2phase decanters are equipped with advanced control systems that monitor and adjust operational parameters in real-time, ensuring consistent performance and product quality. This technology represents a significant advancement in separation processes, offering continuous operation capability and high throughput rates while maintaining excellent separation efficiency.