mineral slurry 3phase separation technology
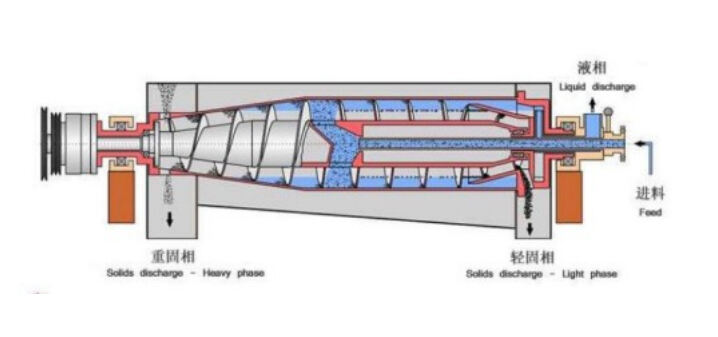
Mineral slurry 3phase separation technology represents a cutting-edge solution in mineral processing, designed to efficiently separate solid, liquid, and gaseous phases from complex mineral slurries. This advanced technology utilizes a combination of mechanical, gravitational, and centrifugal forces to achieve optimal separation results. The system operates through a sophisticated process that begins with the initial feed entering a specially designed separation chamber, where the three phases are gradually isolated based on their physical properties. The technology incorporates precision-controlled pressure systems and advanced monitoring equipment to maintain consistent separation quality. Key technological features include automated process control systems, adjustable separation parameters, and real-time monitoring capabilities. The technology finds extensive applications in mining operations, mineral processing plants, and industrial waste treatment facilities. It excels in handling various mineral slurries, including those from coal washing, metal ore processing, and industrial mineral production. The system's versatility allows it to process different slurry compositions while maintaining high separation efficiency and minimal environmental impact.