solidliquid separation centrifuge
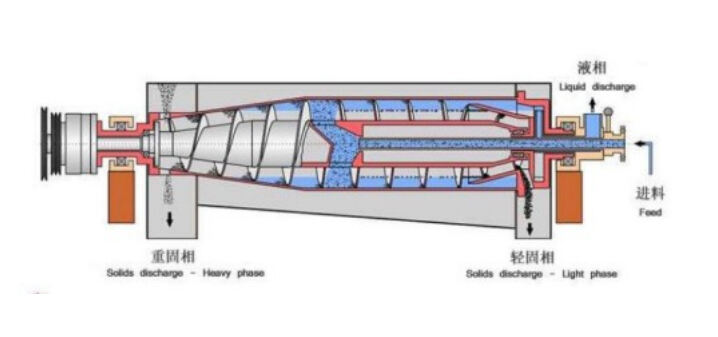
A solid-liquid separation centrifuge is an advanced industrial equipment designed to efficiently separate solid particles from liquid mixtures through centrifugal force. This sophisticated device operates by rotating at high speeds, creating a powerful centrifugal field that forces denser materials outward while allowing lighter components to remain closer to the center. The machine's innovative design incorporates precise controls for speed, feed rate, and separation parameters, enabling optimal performance across various applications. These centrifuges are equipped with automated systems that maintain consistent separation quality while minimizing operator intervention. The technology features advanced bowl designs that enhance separation efficiency and reduce processing time, making it ideal for continuous operation in industrial settings. Common applications include wastewater treatment, chemical processing, food and beverage production, pharmaceutical manufacturing, and mineral processing. The equipment's versatility allows it to handle different particle sizes and varying solid concentrations, making it an essential tool in modern industrial processes. Advanced models include features such as automatic discharge systems, clean-in-place capabilities, and sophisticated monitoring systems that ensure reliable operation and maintenance of product quality.