continuous industrial decanter centrifuge
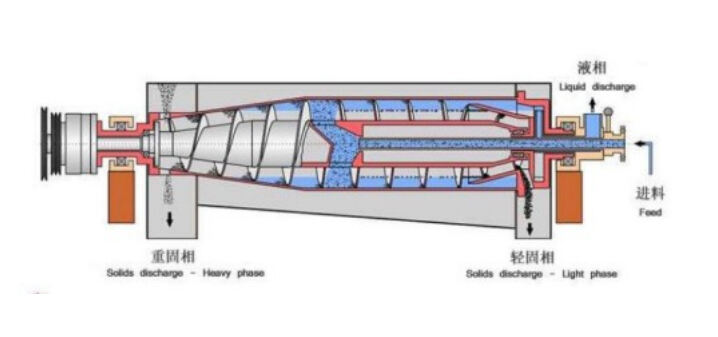
The continuous industrial decanter centrifuge represents a cornerstone of modern separation technology, engineered to efficiently separate solid particles from liquids in a continuous process. This sophisticated equipment operates on the principle of centrifugal force, utilizing a rotating bowl and scroll conveyor system to achieve optimal separation results. The machine's core components include a cylindrical-conical bowl rotating at high speeds, creating forces thousands of times greater than gravity, and an internal scroll operating at a differential speed to continuously transport separated solids. The technology excels in handling large volumes of material, making it indispensable across various industries. The centrifuge processes incoming slurry through a feed tube, where it's accelerated and distributed along the bowl wall. As the material separates based on density differences, the clarified liquid phase exits through one end while concentrated solids are continuously discharged at the opposite end. Advanced models feature automated controls for process optimization, variable speed drives for enhanced separation efficiency, and sophisticated wear protection systems. The versatility of these machines enables their application in wastewater treatment, food processing, chemical manufacturing, mining, and pharmaceutical industries, delivering consistent performance in continuous operation scenarios.