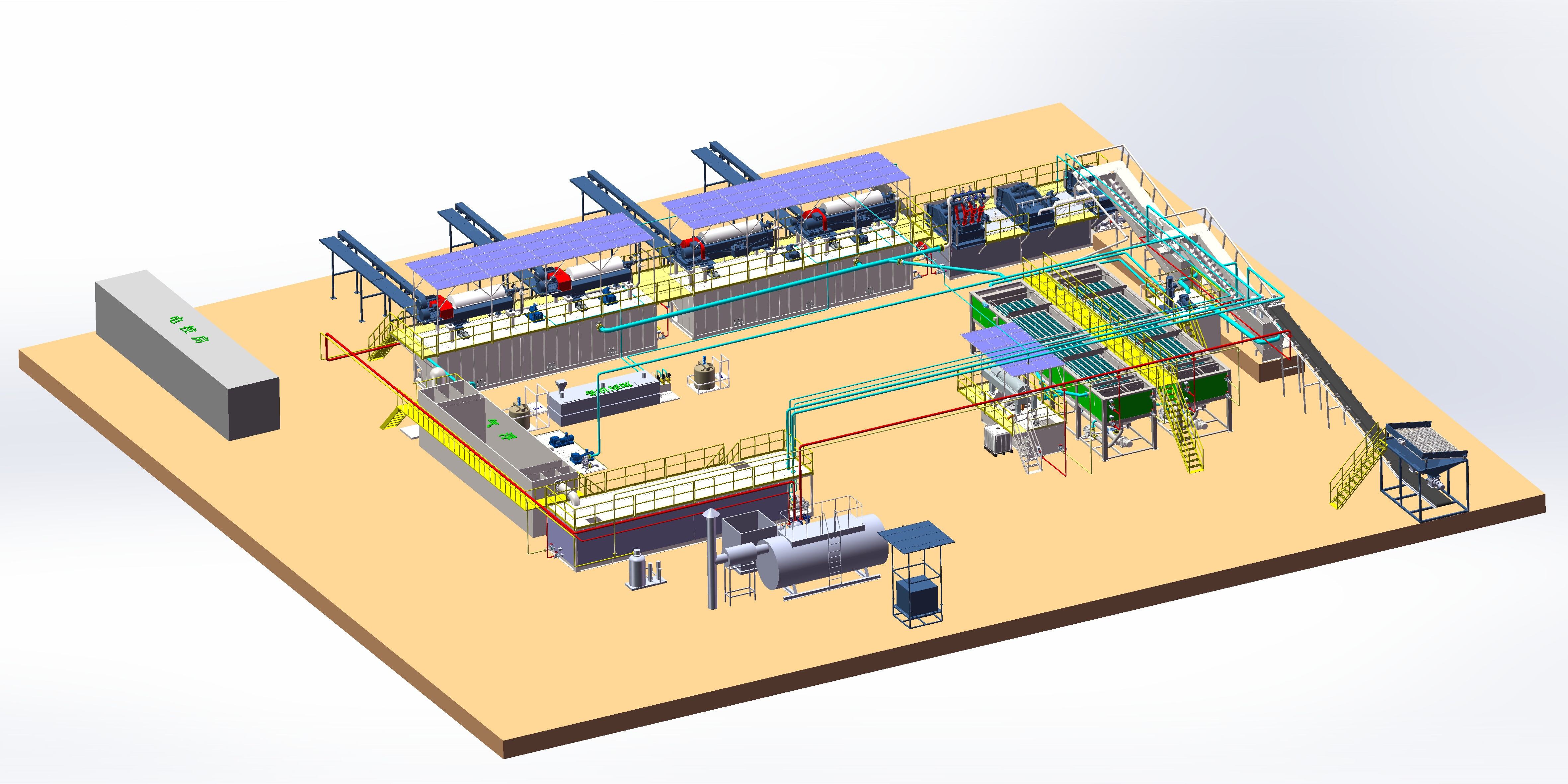
slurry separation system
A slurry separation system is an advanced technological solution designed to effectively separate solid particles from liquid mixtures in various industrial processes. This sophisticated system employs multiple stages of separation, including mechanical, gravitational, and sometimes chemical methods to achieve optimal results. The primary function involves the efficient separation of suspended solids from liquid carriers, resulting in two distinct outputs: clarified liquid and dewatered solids. The system typically comprises several key components, including primary settlers, mechanical separators, dewatering units, and control systems that work in harmony to ensure precise separation. These systems are particularly valuable in industries such as mining, agriculture, wastewater treatment, and food processing, where the efficient handling of slurry is crucial for operations. The technology incorporates advanced monitoring capabilities that allow real-time adjustments to separation parameters, ensuring consistent performance across varying slurry compositions. Modern slurry separation systems are designed with automation features that minimize operator intervention while maximizing separation efficiency. They can handle different types of slurries with varying solid concentrations and particle sizes, making them versatile solutions for diverse industrial applications. The system's modular design allows for easy scaling and customization to meet specific process requirements, while its robust construction ensures reliable operation in demanding industrial environments.