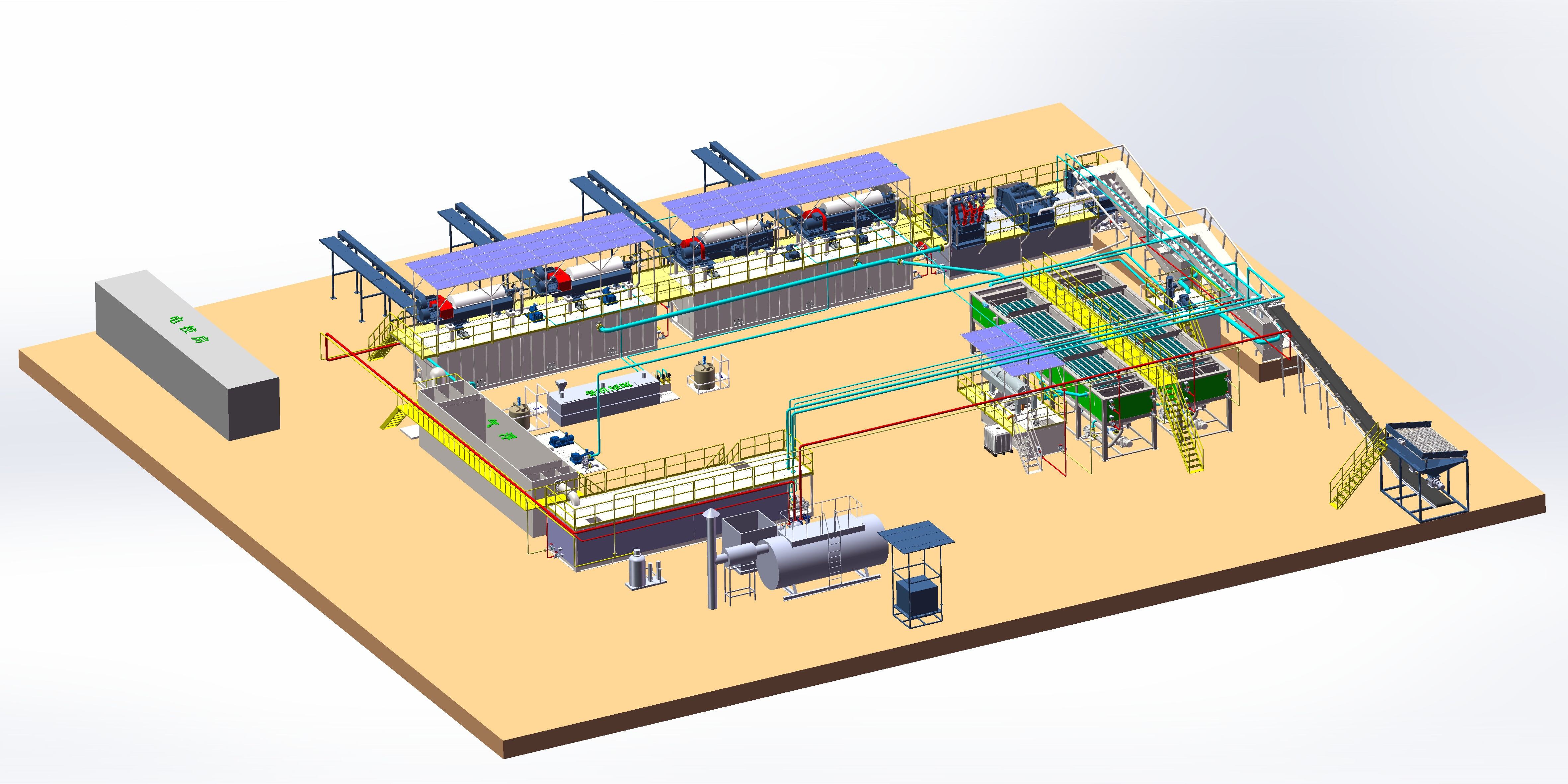
slurry treatment equipment
Slurry treatment equipment represents a crucial advancement in waste management and material processing technology. This sophisticated system is designed to handle various types of slurry mixtures, effectively separating solid particles from liquid components while ensuring optimal resource recovery. The equipment utilizes advanced filtration mechanisms, incorporating multiple stages of processing to achieve maximum efficiency. Primary functions include dewatering, solid-liquid separation, and particle size classification. The technology employs both mechanical and chemical processes, featuring automated control systems that monitor and adjust parameters in real-time for optimal performance. Applications span across numerous industries, including mining, construction, wastewater treatment, and agricultural sectors. The equipment's versatility allows it to process different slurry consistencies, from highly concentrated mixtures to diluted solutions. Modern slurry treatment systems integrate innovative features such as programmable logic controllers, energy-efficient motors, and wear-resistant components, ensuring reliable operation under demanding conditions. The equipment's modular design facilitates easy maintenance and upgrades, while its compact footprint makes it suitable for various installation environments. This technology plays a vital role in environmental protection by enabling the recovery and reuse of valuable materials while meeting stringent discharge regulations.