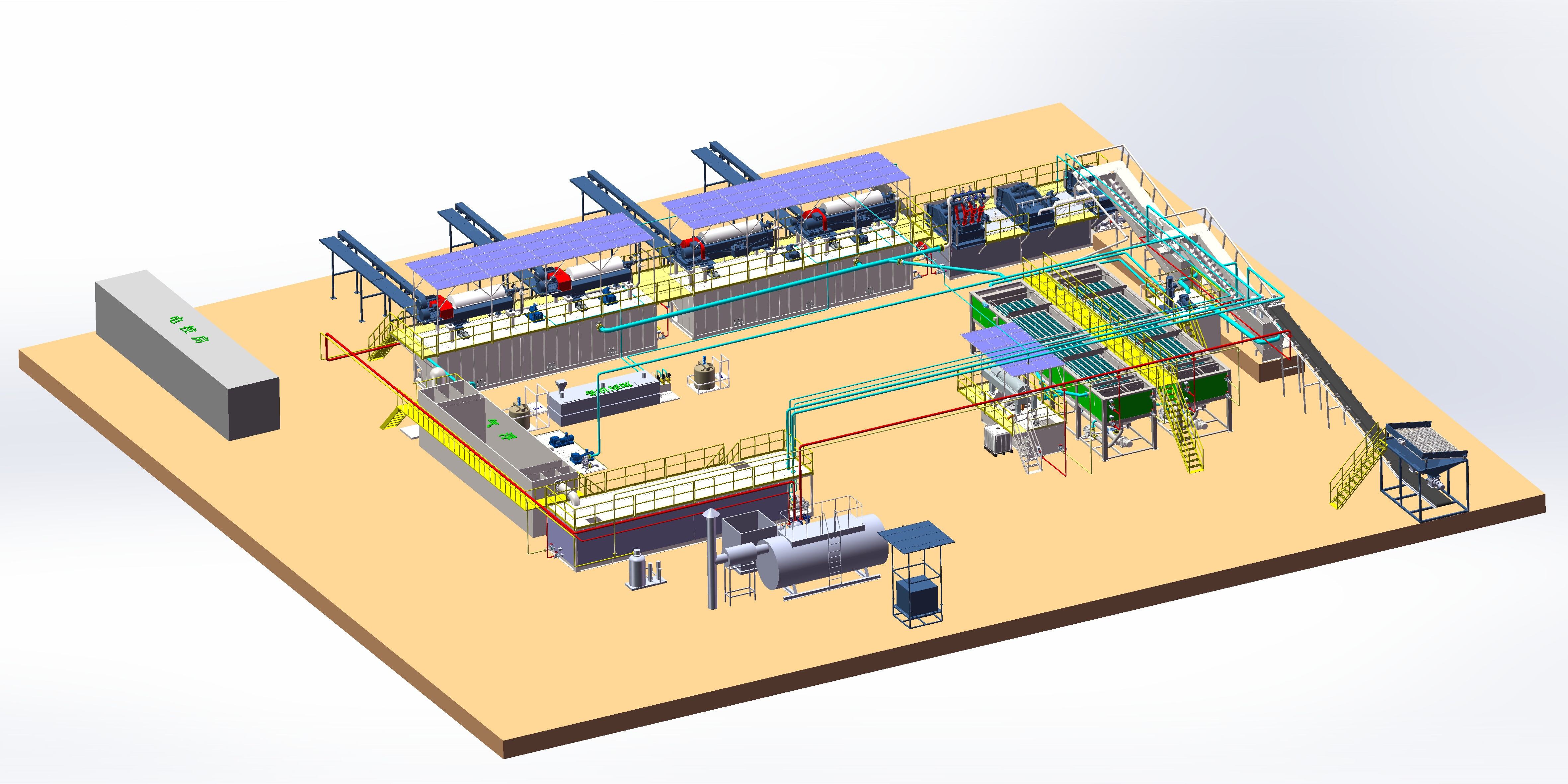
slurry solidliquid separation system
The slurry solidliquid separation system represents a cutting-edge solution for efficiently separating solid particles from liquid mixtures in industrial processes. This advanced system employs multiple stages of separation technology, including centrifugal force, filtration, and settling mechanisms, to achieve optimal separation results. The system is designed to handle various types of slurry compositions, from mining waste to industrial wastewater, with adjustable parameters to accommodate different particle sizes and liquid viscosities. At its core, the system features high-performance separators equipped with precision controls that monitor and adjust separation parameters in real-time, ensuring consistent and reliable performance. The technology incorporates innovative design elements such as self-cleaning mechanisms, automated discharge systems, and intelligent monitoring capabilities that minimize maintenance requirements while maximizing operational efficiency. Applications span across numerous industries, including mining, chemical processing, food and beverage, and environmental protection. The system's modular design allows for seamless integration into existing processing lines, while its scalable nature makes it suitable for both small-scale operations and large industrial facilities. With advanced materials and corrosion-resistant components, the system maintains its durability even when processing aggressive or abrasive slurries.