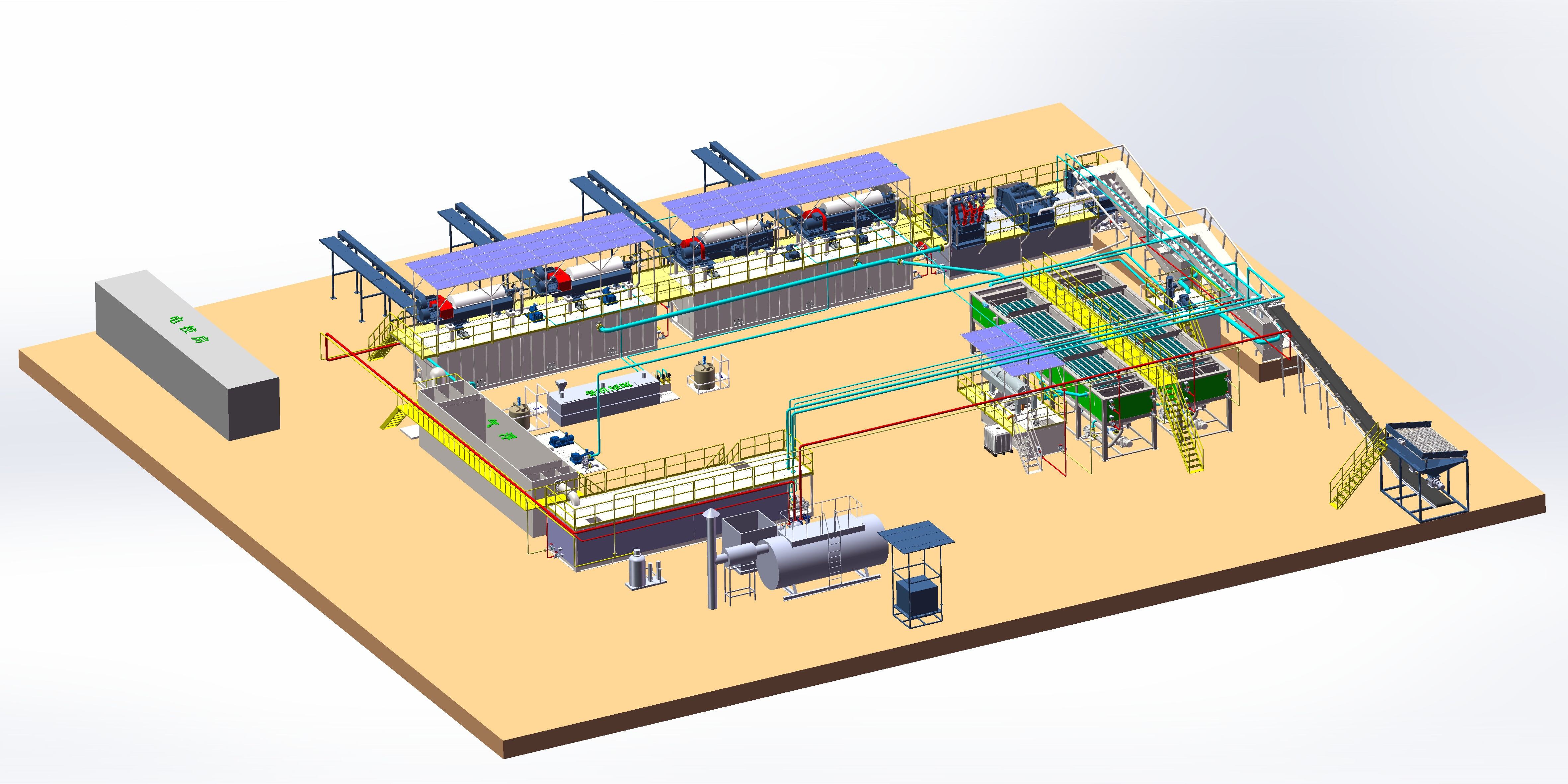
slurry recycling and separation equipment
Slurry recycling and separation equipment represents a cutting-edge solution in waste management and material recovery processes. This advanced system efficiently separates solid particles from liquid mixtures, enabling the recovery and reuse of valuable materials while minimizing environmental impact. The equipment utilizes multiple separation technologies, including centrifugal force, screening, and filtration, to achieve optimal separation results. Its sophisticated design incorporates automated control systems that monitor and adjust operational parameters in real-time, ensuring consistent performance and high-quality output. The equipment handles various slurry types, from construction waste to industrial byproducts, making it versatile across different applications. Key features include adjustable processing capacity, precise particle size control, and efficient water recycling capabilities. The system's modular design allows for easy maintenance and upgrades, while its robust construction ensures reliable operation in demanding industrial environments. Its advanced filtration technology can achieve separation accuracy down to micron levels, making it suitable for applications requiring high-precision material recovery.