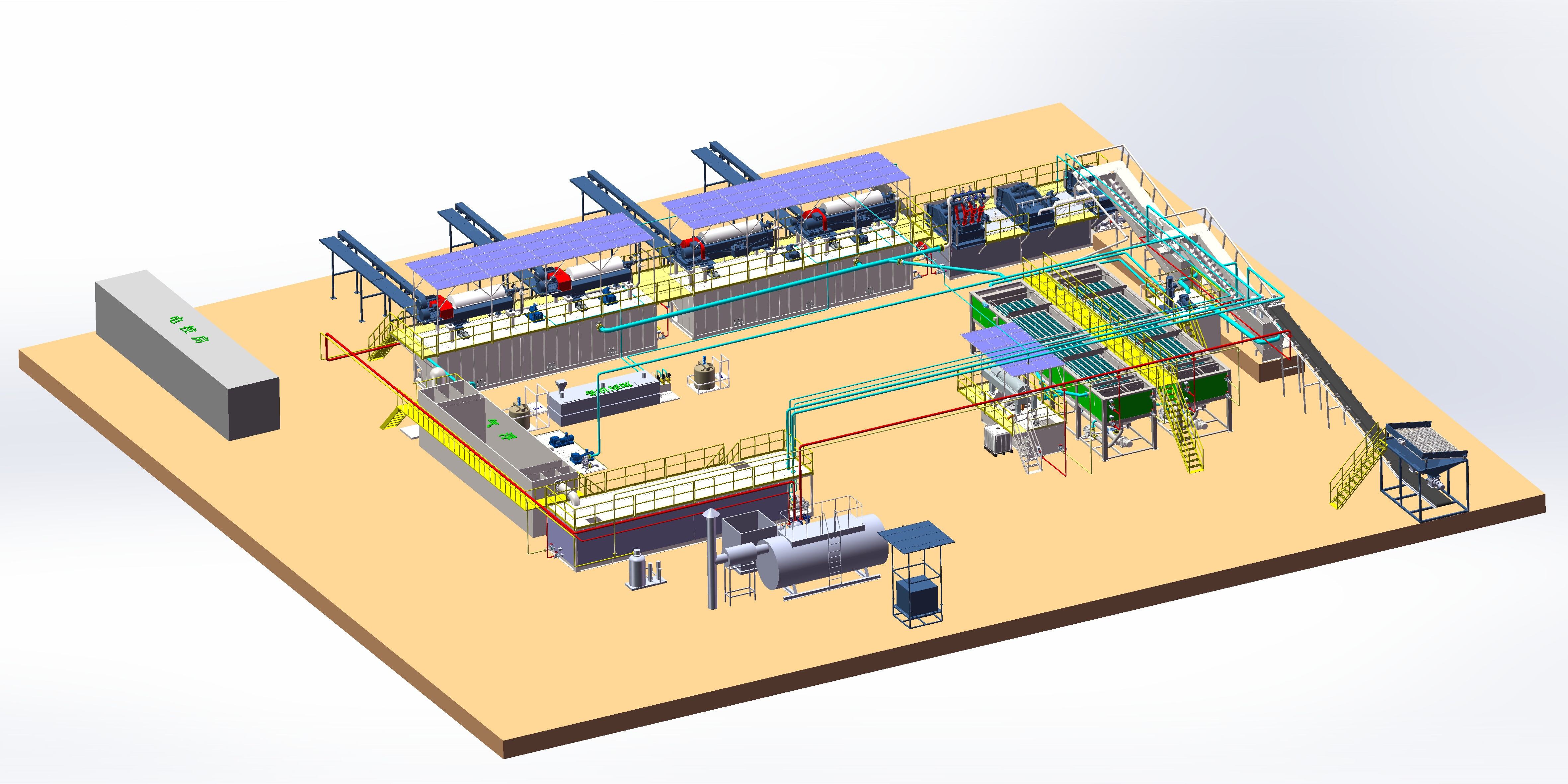
slurry separation system for wastewater treatment
A slurry separation system for wastewater treatment represents a cutting-edge solution designed to efficiently separate solid particles from liquid waste streams. This advanced system employs multiple stages of separation techniques, including mechanical screening, centrifugal force application, and filtration processes to achieve optimal separation results. The system's primary function is to process industrial and agricultural wastewater by removing suspended solids, reducing contaminant levels, and preparing the water for further treatment or safe disposal. The technology incorporates sophisticated control mechanisms that automatically adjust separation parameters based on incoming slurry characteristics, ensuring consistent performance across varying waste streams. Key components typically include primary settling tanks, mechanical separators, advanced filtration units, and automated control systems that work in harmony to achieve superior separation efficiency. The system's versatility allows it to handle diverse slurry compositions, making it suitable for applications in mining operations, food processing facilities, agricultural operations, and municipal wastewater treatment plants. Modern slurry separation systems also feature energy-efficient designs that minimize operational costs while maximizing throughput capacity. The technology's adaptability enables it to meet stringent environmental regulations while providing reliable and continuous operation in demanding industrial environments.