tbm slurry treatment system
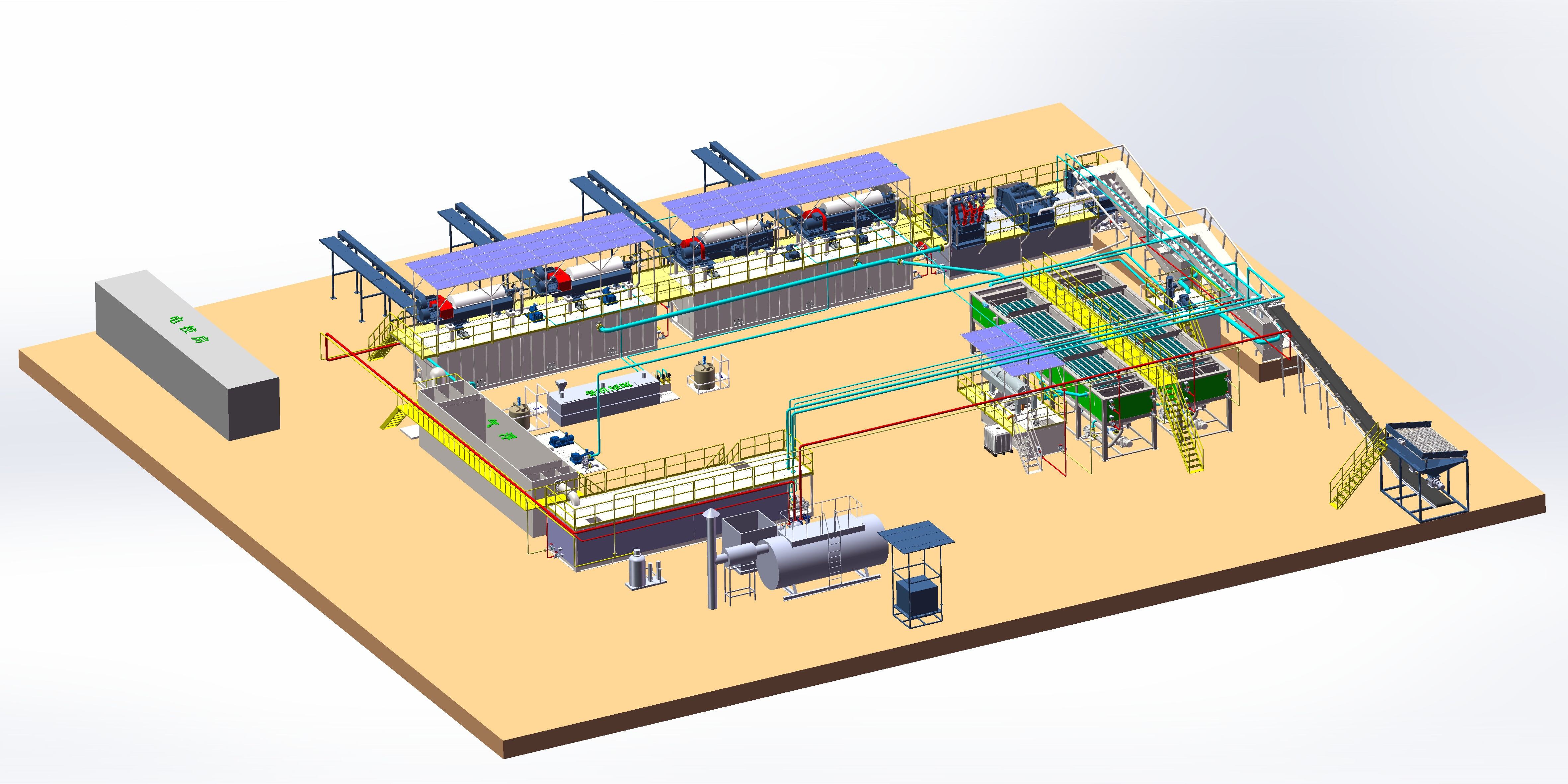
The TBM Slurry Treatment System represents a cutting-edge solution for managing and processing excavation materials in tunnel boring operations. This sophisticated system efficiently separates and processes slurry mixtures produced during tunneling operations, consisting of soil, rock particles, and bentonite suspensions. The system employs advanced separation technologies, including primary screening, cyclone separation, and fine particle filtration stages, to effectively clean and recycle the slurry for continued use in the tunneling process. Operating as a closed-loop system, it maintains optimal slurry properties while minimizing environmental impact and reducing waste disposal costs. The system's automated controls ensure consistent performance and reliable operation, with real-time monitoring of key parameters such as density, viscosity, and particle size distribution. Its modular design allows for flexible installation and scalability to match project requirements, whether for small-diameter utility tunnels or large infrastructure projects. The system's ability to process high volumes of slurry while maintaining strict quality standards makes it an essential component in modern tunneling operations, particularly in challenging geological conditions where precise slurry management is crucial for successful project execution.