foodgrade decanter centrifuge
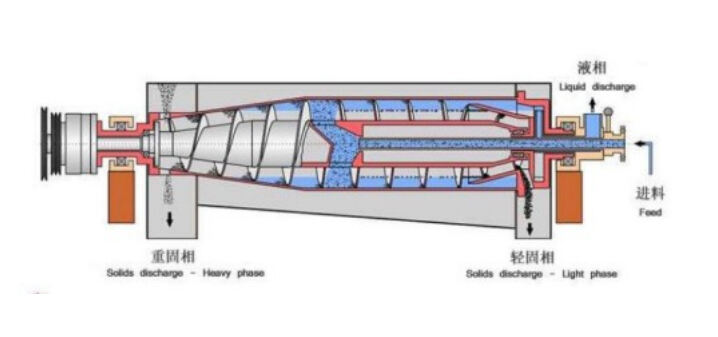
A foodgrade decanter centrifuge represents a sophisticated separation technology specifically engineered for the food and beverage industry. This advanced equipment utilizes centrifugal force to efficiently separate mixtures into their constituent components based on density differences. The device consists of a horizontal bowl that rotates at high speeds, creating powerful centrifugal forces that can reach several thousand times gravity. Inside, the scroll conveyor rotates at a slightly different speed, continuously removing separated solids while allowing clarified liquid to flow out separately. The centrifuge's food-grade construction typically features stainless steel components and special seals that comply with FDA and other regulatory standards, ensuring product safety and quality. The equipment excels in continuous operation, handling high throughput volumes while maintaining precise separation efficiency. Modern foodgrade decanter centrifuges incorporate automated control systems that monitor and adjust operational parameters, ensuring optimal performance across varying product conditions. These machines find extensive applications in fruit juice clarification, vegetable oil processing, dairy product separation, and protein recovery from various food processing streams. The design emphasizes ease of cleaning and maintenance, with CIP (Clean-in-Place) capabilities that meet stringent hygiene requirements of the food industry.