mudwater separation technology
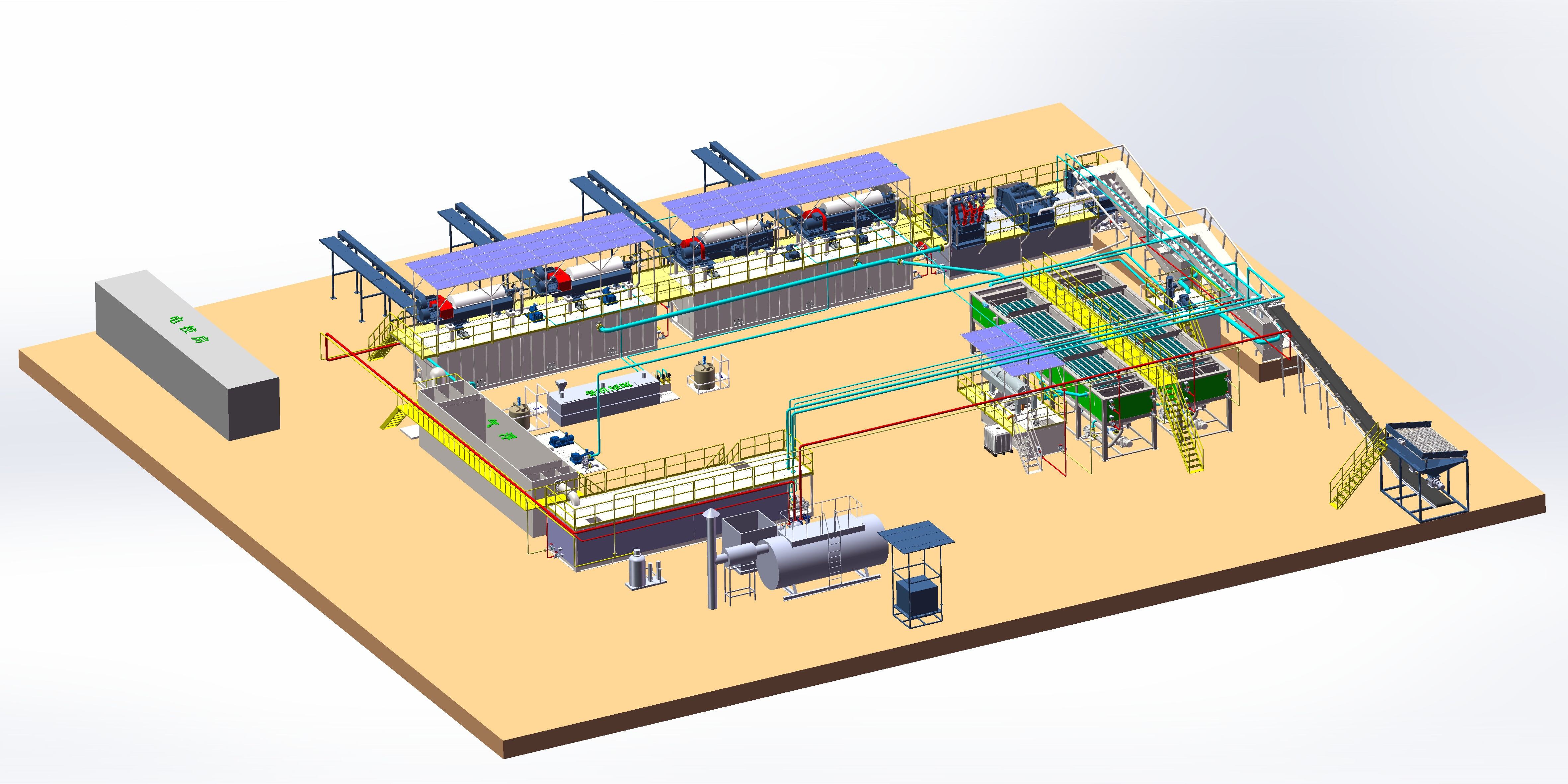
Mudwater separation technology represents a cutting-edge solution in industrial fluid processing, designed to efficiently separate solid particles from liquid mixtures. This advanced system employs a combination of mechanical and gravitational forces to achieve optimal separation results. The technology utilizes specialized equipment including centrifuges, hydrocyclones, and advanced filtration systems that work in harmony to process large volumes of mud-water mixtures. The primary function involves the systematic removal of suspended solids from water, creating two distinct output streams: clarified water and concentrated solids. This technology finds extensive applications across multiple industries, including oil and gas drilling, construction dewatering, mining operations, and environmental remediation projects. The system's sophisticated design incorporates automated controls and monitoring systems that ensure consistent performance and reliable operation. What sets this technology apart is its ability to handle varying concentrations of solids and adapt to different flow rates while maintaining separation efficiency. The process begins with the initial screening of large particles, followed by progressive separation stages that handle increasingly finer particles, ultimately achieving high-quality separation results. This comprehensive approach ensures optimal resource recovery and environmental compliance while minimizing operational downtime.