sludge dewatering decanter for chemical plants
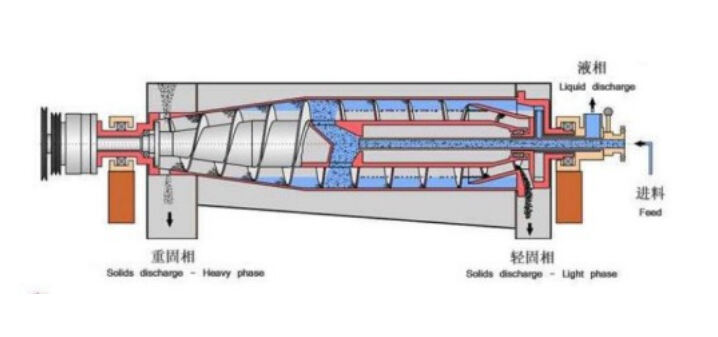
The sludge dewatering decanter is an essential piece of equipment in chemical plants, designed to efficiently separate solids from liquids through centrifugal force. This advanced system operates continuously, processing large volumes of sludge while maintaining consistent performance. The decanter consists of a horizontal cylindrical bowl that rotates at high speeds, creating powerful centrifugal forces that separate materials based on their specific gravity. Inside, a scroll conveyor rotates at a slightly different speed, continuously moving separated solids toward the discharge end. The system effectively handles various types of chemical sludge, achieving optimal moisture reduction and solid-liquid separation. Modern decanters incorporate automated control systems that monitor and adjust operational parameters, ensuring optimal performance across different sludge conditions. The equipment features wear-resistant materials and specialized coating technologies that extend service life and maintain separation efficiency in harsh chemical environments. These decanters are designed with environmental compliance in mind, helping chemical plants meet stringent discharge regulations while minimizing waste handling costs.