hdd mud recycling system
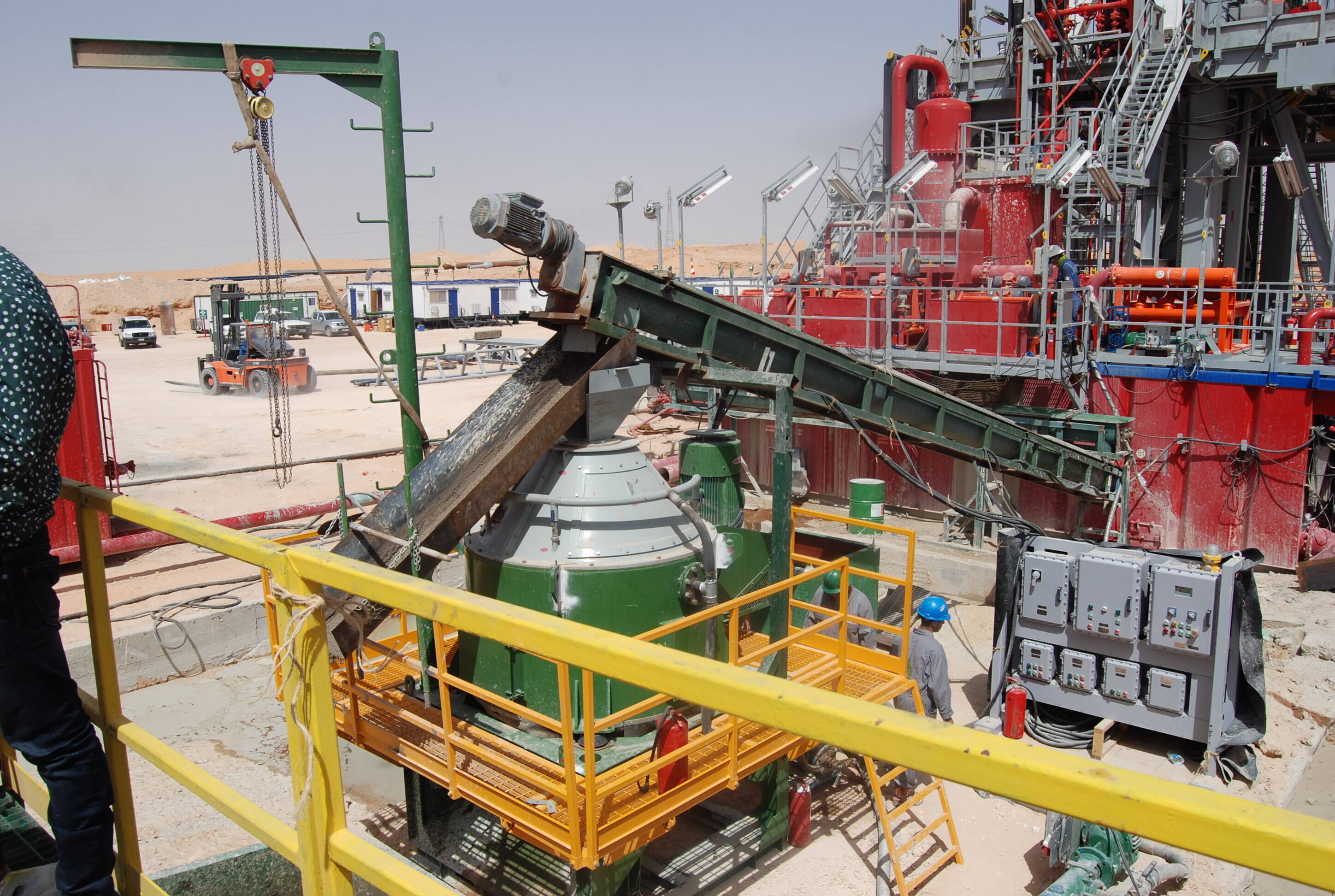
The HDD mud recycling system is an advanced solution designed for horizontal directional drilling operations, serving as a crucial component in maintaining efficient and environmentally responsible drilling practices. This sophisticated system effectively processes and recycles drilling fluid, commonly known as mud, through a multi-stage treatment process. The system incorporates primary shale shakers, desanders, desilters, and mud cleaners that work in concert to remove various sizes of solid particles from the drilling fluid. Advanced sensors and automated controls ensure optimal performance while maintaining consistent mud properties throughout the drilling operation. The system's capability extends to processing rates of up to 500 gallons per minute, making it suitable for both small and large-scale drilling projects. Key technological features include variable frequency drives for enhanced energy efficiency, real-time monitoring systems for mud quality control, and automated material handling systems that minimize operator intervention. The applications of HDD mud recycling systems span across various industries, including pipeline installation, utility construction, and environmental remediation projects. These systems prove particularly valuable in urban environments where space is limited and environmental regulations are strict. The integration of modern control systems allows for precise adjustment of processing parameters, ensuring optimal mud characteristics for specific drilling conditions.