slurry separation equipment
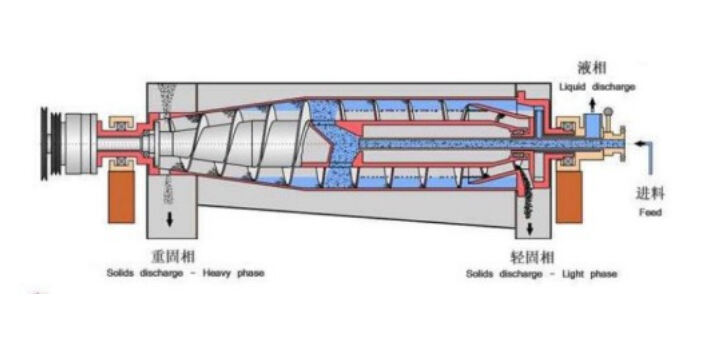
Slurry separation equipment represents a crucial advancement in industrial processing technology, designed to effectively separate solid particles from liquid mixtures. This sophisticated machinery employs various mechanical and physical principles to achieve optimal separation results in diverse applications. The equipment typically consists of key components including a feeding system, separation chamber, filtration mechanism, and discharge units. Operating through centrifugal force, gravity separation, or mechanical screening, these systems can handle different slurry consistencies and particle sizes. The technology incorporates advanced control systems that enable precise adjustment of separation parameters, ensuring maximum efficiency across various operational conditions. These machines are specifically engineered to maintain consistent performance while processing large volumes of slurry, making them indispensable in industries such as mining, wastewater treatment, and agricultural processing. The equipment's versatility allows it to handle materials ranging from mineral slurries to organic waste, with capabilities for both continuous and batch processing operations. Modern slurry separation systems also feature automated cleaning mechanisms and wear-resistant components, significantly reducing maintenance requirements and extending operational lifespan.