

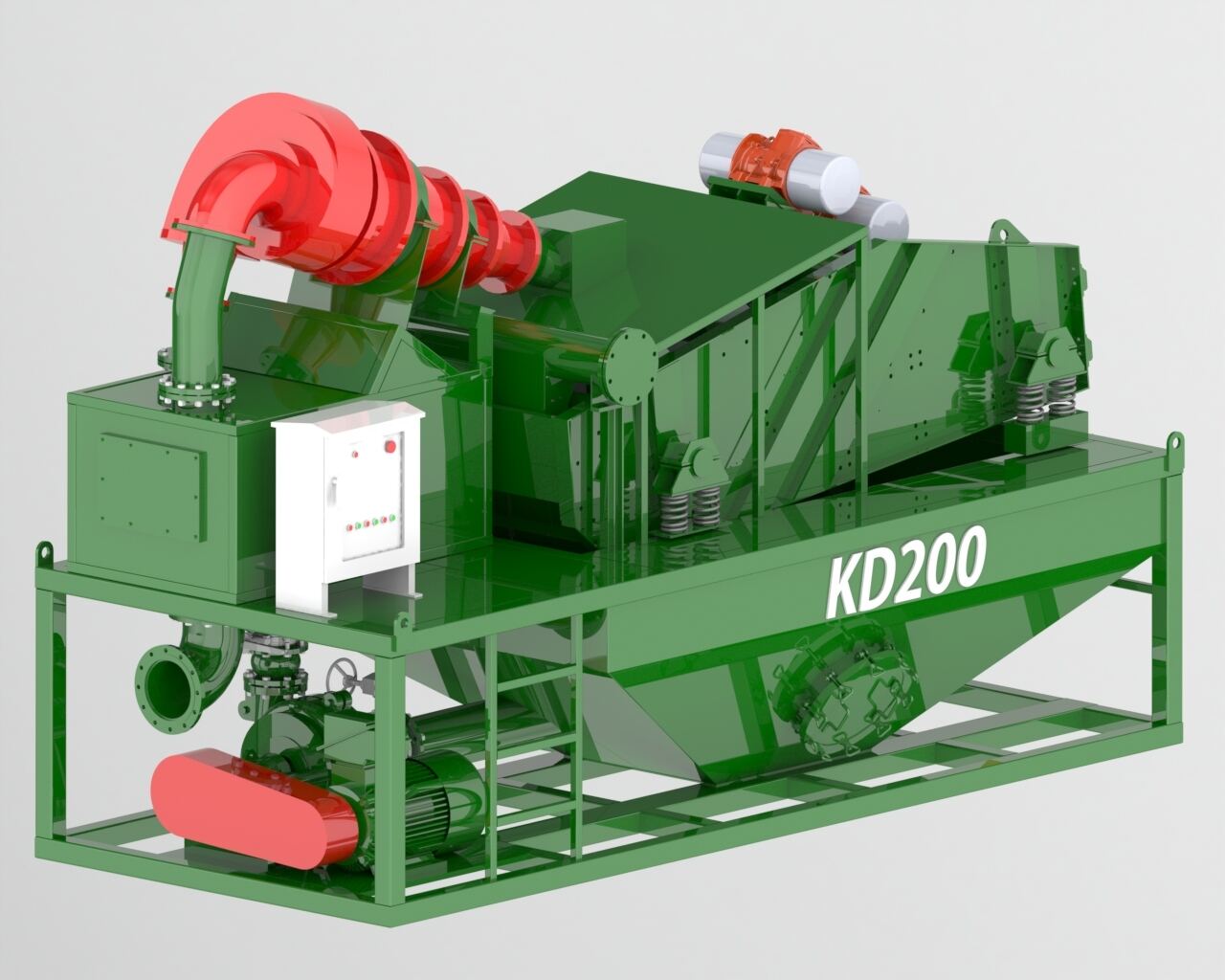
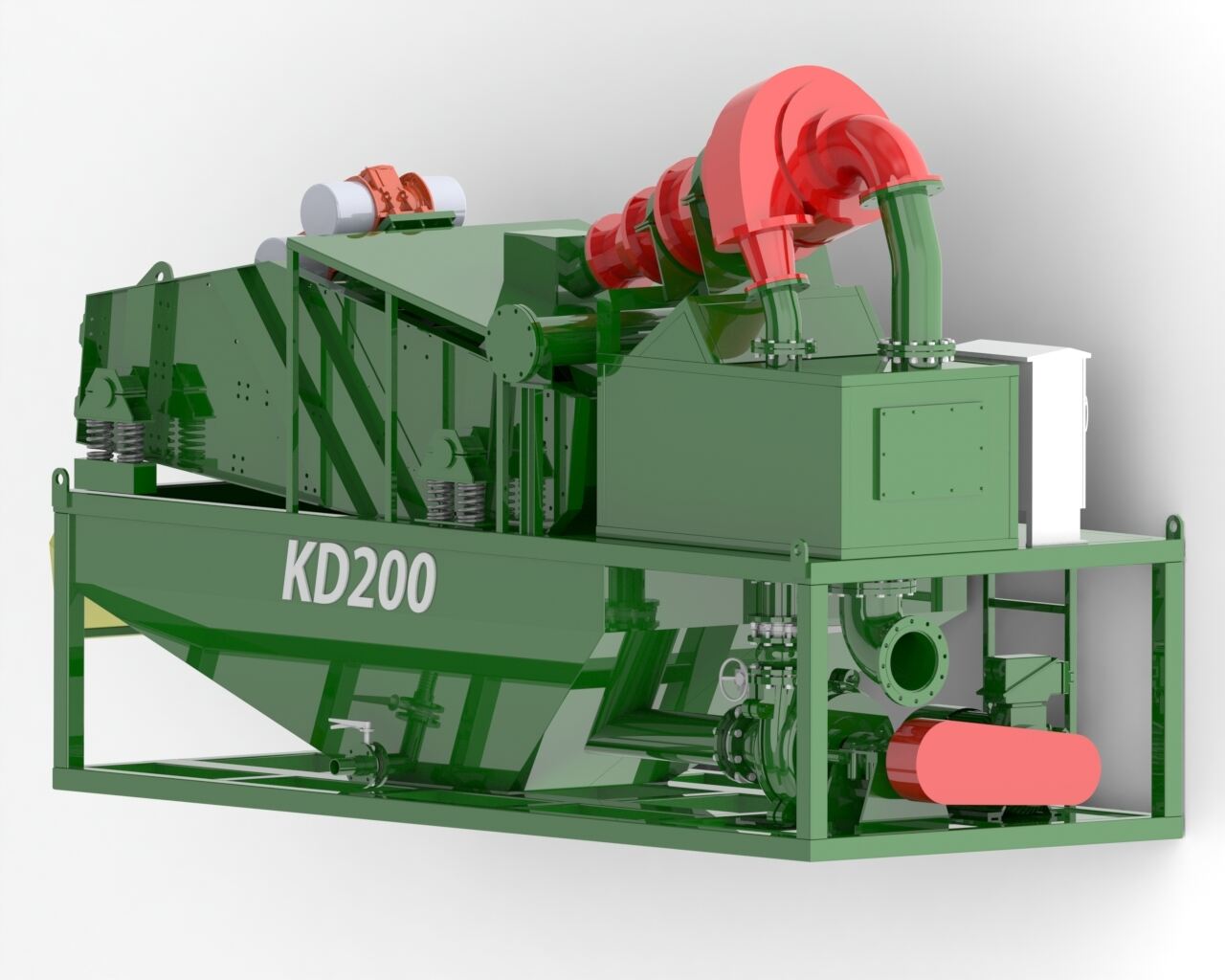
The Black Rhino KD-200 Shield Slurry Treatment System is an efficient slurry purification equipment specifically developed for small-to-medium slurry balance shield projects and medium-scale underground engineering. With “broad adaptability, efficient stability, and flexible practicality” as its core design orientation, the equipment is primarily integrated from four key components: vibrating screen, desanding cyclone, gravel pump, and conical tank. Each component is precisely matched and collaboratively optimized to form a complete and efficient slurry purification closed loop. This system meets the dual requirements of slurry treatment efficiency and quality in small-to-medium construction scenarios, providing solid support for smooth project advancement.
I. Equipment Positioning & Core Composition
The Black Rhino KD-200 Shield Slurry Treatment System is an efficient slurry purification equipment specifically developed for small-to-medium slurry balance shield projects and medium-scale underground engineering. With “broad adaptability, efficient stability, and flexible practicality” as its core design orientation, the equipment is primarily integrated from four key components: vibrating screen, desanding cyclone, gravel pump, and conical tank. Each component is precisely matched and collaboratively optimized to form a complete and efficient slurry purification closed loop. This system meets the dual requirements of slurry treatment efficiency and quality in small-to-medium construction scenarios, providing solid support for smooth project advancement.
II. Core Performance & Purification Capability
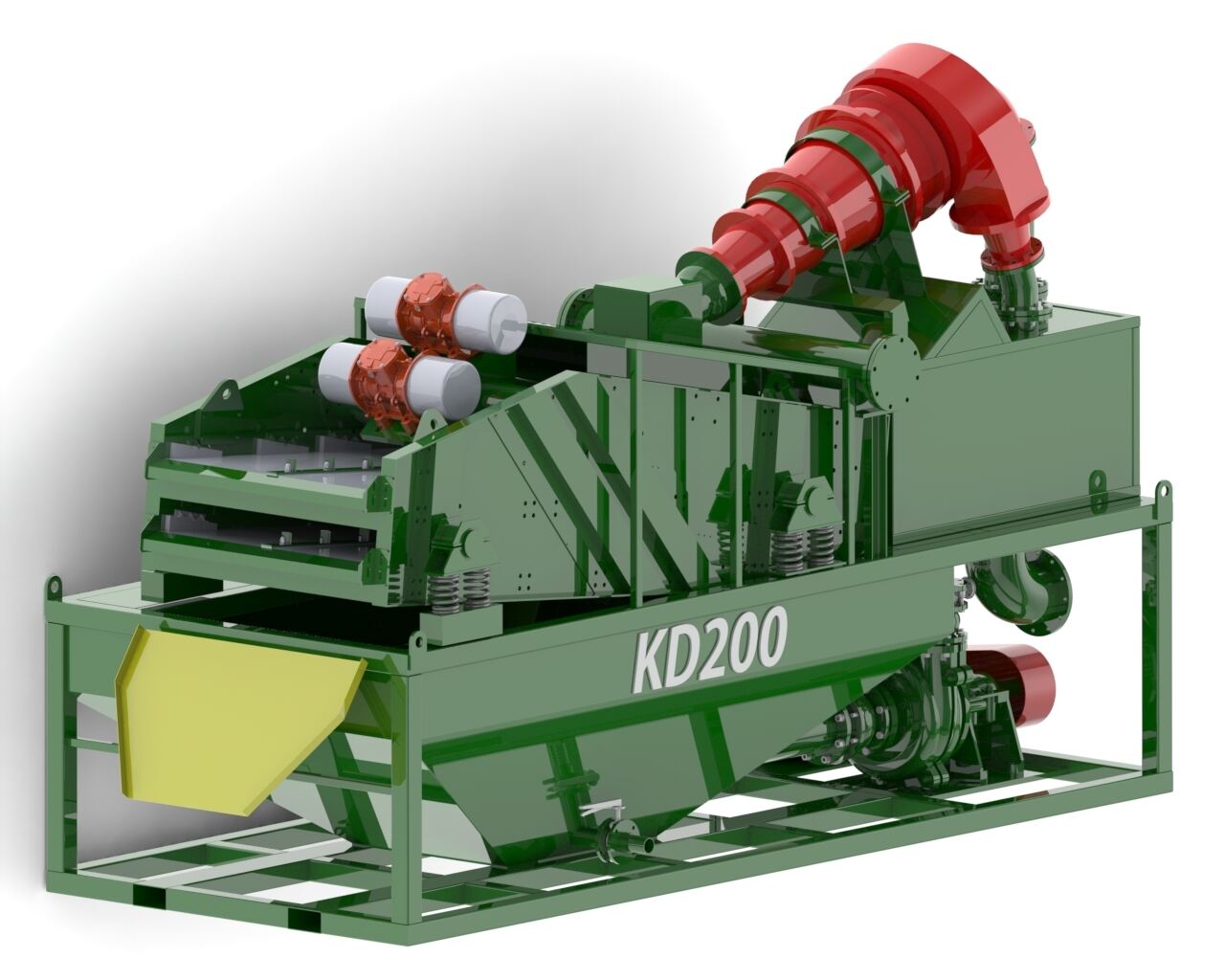
Efficient Separation & Precise Quality Control: Equipped with a vibrating screen featuring a double-layer screen structure, the coarse screen can quickly intercept large particle slag in the slurry. Combined with the collaborative action of the desanding cyclone and fine-mesh screen, it can accurately remove fine sand as small as 60 μm, ensuring the key indicators such as sand content and viscosity of the purified slurry meet shield construction requirements and effectively guaranteeing stable operation of tunneling equipment.
Processing Capacity Adapted for Medium Projects: The equipment’s rated processing capacity reaches 200 m³/h, which can efficiently handle the slurry treatment needs of small-to-medium shield projects (such as medium-diameter tunnels, medium-short distance underground utility tunnels, etc.). It avoids both construction stagnation caused by insufficient capacity and resource waste caused by excess capacity, achieving precise alignment between processing efficiency and project scale.
Green Cycle & Low-carbon Environmental Protection: Adopts slurry closed-loop circulation purification mode to minimize slurry discharge and reduce pollution to surrounding water bodies and soil. Simultaneously, through optimized separation processes, it significantly reduces the moisture content of separated slag, which not only facilitates centralized transportation and subsequent disposal, but also reduces waste discharge during construction, aligning with the green environmental protection concept of modern engineering.
III. Equipment Advantages & Practical Features
Compact Design for Flexible Deployment: The total machine weight is only 3.6 t, with dimensions of 3.5 m × 1.6 m × 2.5 m. Its compact structure and moderate size result in low space requirements for the construction site. Whether in narrow construction sites within urban areas or temporary operation zones in underground engineering, the equipment can be quickly installed, commissioned, and deployed, significantly reducing site planning difficulty and equipment transportation costs.
Energy Saving & Low Consumption for Controllable Costs: The total installed power is 48.44 kW. While ensuring 200 m³/h processing capacity, it effectively controls equipment operation energy consumption, significantly saving electricity costs over long-term use. Additionally, the core accessories are made of corrosion-resistant and wear-resistant materials, featuring excellent anti-loss performance, low failure rates, and long service life, reducing maintenance frequency and replacement costs to help contractors effectively control overall operating costs.
Simple Operation & Efficient Maintenance: The treatment process is simplified and optimized with clear logic and simple steps. Ordinary construction personnel can master equipment operation after short-term professional training. During daily maintenance, there is no need to disassemble complex components. Only routine inspection, cleaning, and replacement of wear parts are required to ensure stable equipment operation, saving significant maintenance time and labor costs.
Strong Adaptability to Handle Diverse Working Conditions: The core components feature excellent corrosion and wear resistance, easily coping with harsh working conditions common in shield construction such as dampness, high dust, and slurry corrosion. It also supports flexible adjustment of vibrating screen excitation force, screen box inclination angle, and screen aperture size according to construction geological conditions (such as sand layers, clay layers, gravel layers, etc.) and slurry characteristics, ensuring stable slurry purification effects under different working conditions with extremely strong adaptability.
IV. Applicable Scenarios
With its high processing capacity, flexible deployment, and cost advantages, the KD-200 is widely adapted to the following small-to-medium project scenarios:

LW 450×842 Decanter Centrifuge

LW 450×1670 Decanter Centrifuge

LWS Series three-phase horizontal spiral discharge sedimentation centrifuge
Edge-Folded Screen Mesh

