centrífuga industrial para alimentos
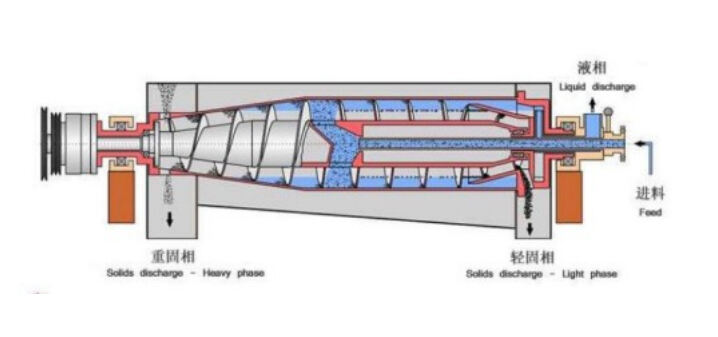
Una centrífuga industrial de grado alimenticio es un equipo sofisticado diseñado específicamente para la industria de alimentos y bebidas. Funcionando sobre el principio de la fuerza centrífuga, esta maquinaria separa eficientemente componentes de diferentes densidades dentro de mezclas líquidas. El dispositivo cuenta con una construcción en acero inoxidable de grado alimenticio, cumpliendo con los estrictos requisitos de la FDA y el USDA para equipos de procesamiento de alimentos. La centrífuga opera girando las mezclas a altas velocidades, generalmente entre 4,000 y 15,000 RPM, creando fuerzas miles de veces más fuertes que la gravedad. Esto resulta en una separación precisa de sólidos de líquidos o líquidos de diferentes densidades. Las centrífugas industriales de grado alimenticio modernas incorporan sistemas de automatización avanzados para un control preciso sobre los parámetros de separación, incluida la regulación de temperatura y el ajuste de velocidad. Están equipadas con sistemas de Limpieza en Place (CIP), asegurando una sanitización completa entre ciclos de procesamiento. Estas máquinas tienen aplicaciones extensas en el procesamiento lácteo, clarificación de jugos, separación de aceites y recuperación de proteínas. Son particularmente valiosas en la producción de bebidas claras, separación de crema de leche y eliminación de impurezas de los aceites de cocina. El diseño prioriza el acceso fácil para mantenimiento mientras mantiene estrictos estándares de higiene mediante cámaras de procesamiento herméticamente selladas y conexiones sanitarias. Las características de seguridad incluyen sistemas de apagado automático y monitoreo de vibración para prevenir daños al equipo y asegurar la seguridad del operador.