centrifuge industrielle alimentaire
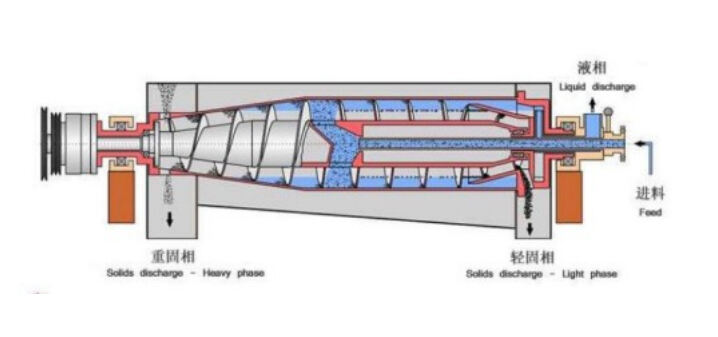
Un centrifugeuse industrielle alimentaire est un équipement sophistiqué conçu spécifiquement pour l'industrie agroalimentaire. Fonctionnant sur le principe de la force centrifuge, cette machine sépare efficacement les composants de densités différentes au sein des mélanges liquides. L'appareil présente une construction en acier inoxydable alimentaire, répondant aux exigences strictes de la FDA et de l'USDA concernant les équipements de transformation alimentaire. Le centrifuge fonctionne en faisant tourner les mélanges à haute vitesse, généralement allant de 4 000 à 15 000 tr/min, créant des forces des milliers de fois plus fortes que la gravité. Cela permet une séparation précise des solides des liquides, ou de liquides de différentes densités. Les centrifugeuses industrielles alimentaires modernes intègrent des systèmes d'automatisation avancés pour un contrôle précis des paramètres de séparation, y compris la régulation de la température et l'ajustement de la vitesse. Elles sont équipées de systèmes de Nettoyage en Place (CIP), garantissant une désinfection complète entre les cycles de traitement. Ces machines trouvent des applications étendues dans le traitement du lait, la clarification des jus, la séparation des huiles et la récupération des protéines. Elles sont particulièrement précieuses pour produire des boissons claires, séparer la crème du lait et éliminer les impuretés des huiles de cuisson. La conception privilégie un accès facile à l'entretien tout en maintenant des normes d'hygiène strictes grâce à des chambres de traitement scellées hermétiquement et à des connexions sanitaires. Les caractéristiques de sécurité incluent des systèmes d'arrêt automatique et de surveillance des vibrations pour prévenir les dommages aux équipements et assurer la sécurité de l'opérateur.