




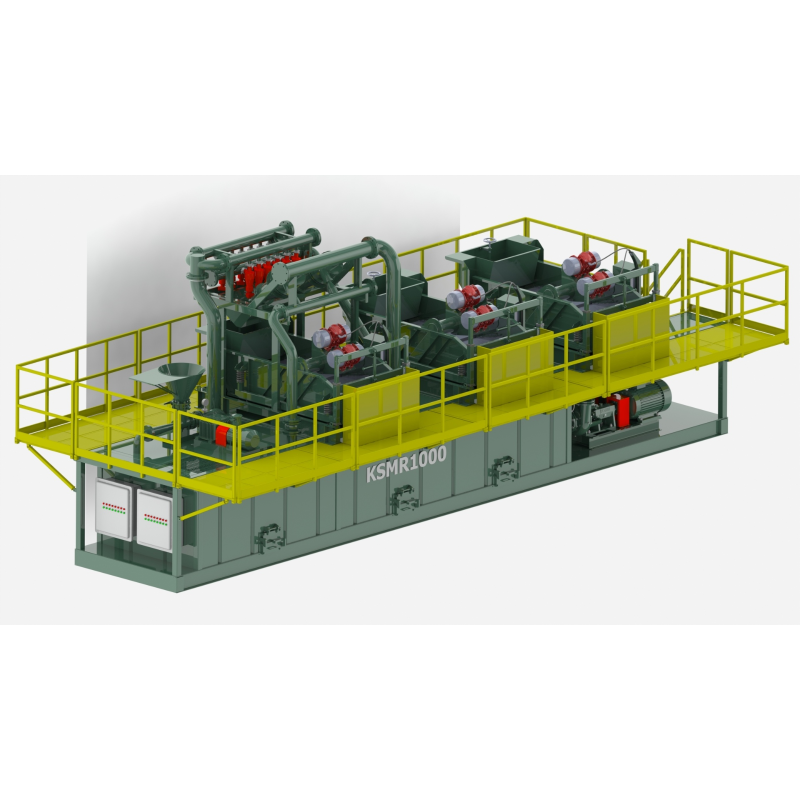
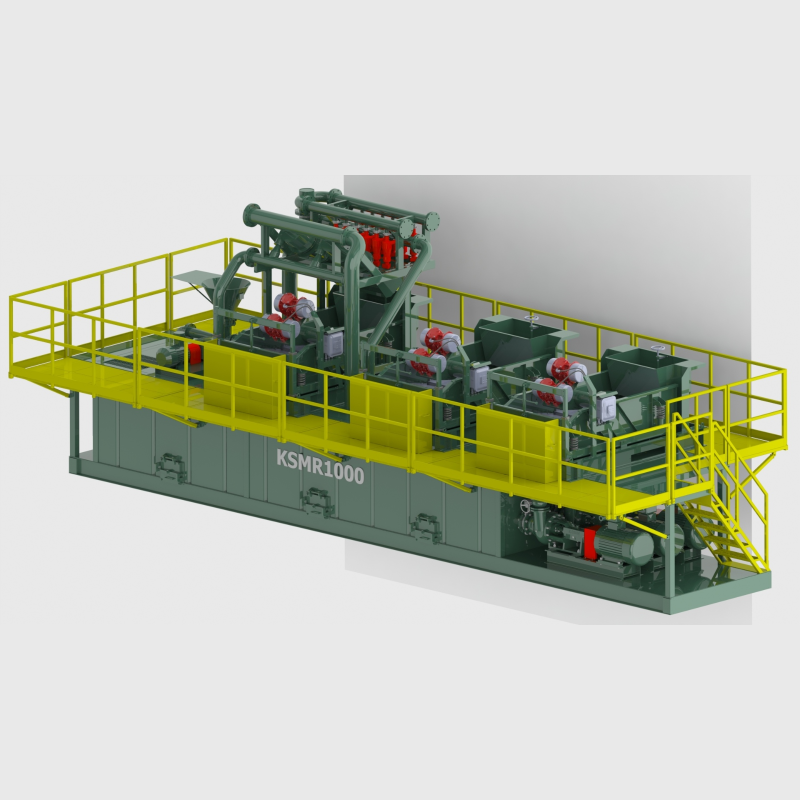
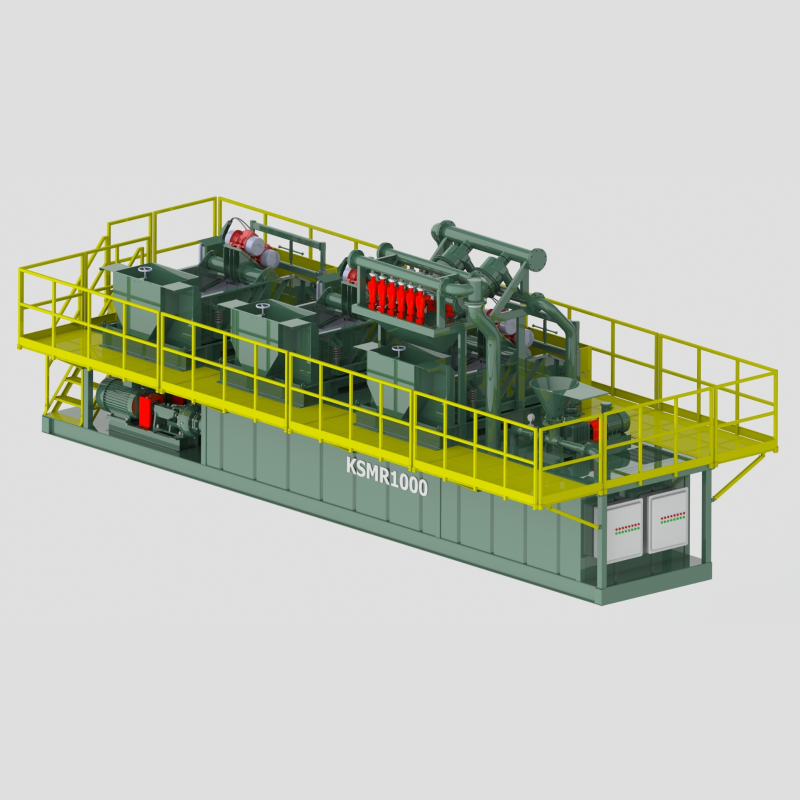

As the flagship large model of the KSMR Series, the KSMR-1000 Trenchless Mud Recovery System is characterized by ultra-large processing capacity, super adaptability, and intelligent integration. Specifically designed for large-scale trenchless construction scenarios with long distances and large diameters, it is the core equipment ensuring continuous operation of high-difficulty projects.
I. Core Performance Parameters
Based on the product parameter gradient of the Black Rhino KSMR Series and the requirements of large-scale engineering construction, the core performance parameters of KSMR-1000 are as follows:
| Specification | Specific Parameter | Performance Interpretation |
| Mud Processing Capacity | 1000 GPM (240 m³/h) | Processes 5,760 m³ of mud per day, meeting continuous construction demands of ultra-large HDD projects |
| Purification Precision | 15–44 μm particle separation | Multi-stage enhanced solid control process achieves efficient purification for high sand-content mud |
| Mud Recovery Rate | ≥92% | 2 percentage points higher than the base model, significantly reducing material loss in large-scale projects |
| Total Power | 184 kW | High-power configuration matches ultra-large processing capacity, supports multi-module collaborative operation |
| Equipment Weight | Approx. 28,000 kg | High-strength steel structure design meets long-term heavy-load operation requirements |
| Footprint | Approx. 35 m³ | Modular combined layout allows flexible split configuration according to site conditions |
II. Core Functions & Technical Highlights
Optimized and upgraded from the KSMR series’ base functions, achieving full-process closed-loop processing of ultra-large mud volumes, adaptable to complex geological construction requirements:
III. Typical Applications & Case Adaptability
Taking a river-crossing natural gas trunk line crossing project (length 3,500 m, pipe diameter 1,400 mm) as an example: The KSMR-1000 meets slurry demands for 200 m of daily pipeline installation through its 240 m³/h processing capacity, achieving 93% mud recovery rate. Per project, it reduces fresh mud procurement by 1,200 m³, saving approximately CNY 450,000 in costs. Meanwhile, the dried cuttings can be directly recycled as road construction materials, creating additional benefits of CNY 80,000.
IV. Differentiated Advantages vs. Series Models & Competitors
| Comparison Dimension | KSMR-1000 | KSMR-200 (Same Series) | Traditional Large Separate System |
| Applicable Scenarios | Ultra-large HDD, complex geological projects | Small-to-medium projects, narrow sites | Large fixed operation sites |
| Processing Efficiency | 240 m³/h | 50 m³/h | 180–220 m³/h |
| Module Flexibility | Split-combinable, adaptable to large sites | Integrated compact design | Fixed layout, non-splittable |
| Intelligent Control | Fully automatic closed-loop control | Semi-automatic control | Manual adjustment |
| Solid Waste Treatment | Integrated drying module, 70% waste reduction | Requires external equipment | No solid waste treatment function |
V. Operating Cost & Benefit Analysis
Taking a single 5,000 m large-diameter (1,400 mm) pipeline project as an example:

VC900 Vertical Cuttings Dryer

KSMR-200 Trenchless Slurry Recovery System

MD316 Mud Cleaner

LW 450×1670 Decanter Centrifuge

